According to Deloitte, a common business challenge today is that; many firms collect extensive data but struggle to extract meaningful insights, missing valuable opportunities. For manufacturing companies, digital twin technology proves to be a valuable solution for gathering insights. Imagine simulating production scenarios, virtually inspecting equipment, and analyzing data in a way that is intuitive for managers, engineers and operators. Thus, you can facilitate a more meaningful analysis to optimize scheduling, minimize downtime and reach operational excellence.
While digital twins present significant advantages for manufacturers, a Deloitte survey indicates a low short-term adoption rate, with only 15% of manufacturing executives intending to invest in them.
Two primary reasons contribute to this hesitancy. Firstly, as PwC reports, approximately 65% of factories have limited maturity in digital transformation, potentially rendering digital twins a premature investment due to challenges in collecting the reliable and rich data essential for their effectiveness. Secondly, we believe this low adoption rate may also stem from a lack of comprehensive understanding of the technology itself. Therefore, this article aims to provide a thorough overview of digital twins in manufacturing, covering use cases, benefits, necessary digital infrastructure, and illustrative case studies. Our goal is to equip managers with the insights needed to make informed investment decisions and effectively transform their factories.

What is a Digital Twin in Manufacturing?
A Digital Twin can be defined as an AI-based virtual representation of a physical entity, process, or system that replicates its behavior, characteristics, and performance. In the context of manufacturing, digital twins can be created to represent equipment, workers, production lines, products, and more, simulating processes to enhance decision-making.
Manufacturers can leverage digital twins for various tasks, including:
- Detecting bottlenecks in production to improve overall equipment effectiveness (OEE)
- Optimizing production scheduling
- Performing real-like simulations.
- Staff training, and more.
A factory digital twin organizes data in an intuitive manner, transforming raw information into insights for operators, engineers, and managers. These insights empower stakeholders to innovate new business practices. On the other hand, digital twins can automate effective decision-making via machine learning (ML) capabilities for processes such as scheduling.
Deploying a Digital Twin of a Factory
The success of digital twins depends on both the robustness of the digital infrastructure and the feature set that significantly correlates with the desired outcomes. In this section, we will delve deeper into these factors.

The Role of Automated, Reliable Data and Diverse KPIs
The maturity of digital factory transformation can be categorized into three levels:
- Data: Factories collect automated, complete, real-time data regarding production, equipment, labor, assets, environment, etc.
- Dashboards: Also referred to as manufacturing analytics, this level involves the interpretation of raw data, mostly in the form of manufacturing KPIs such as OEE, TEEP, FPY, schedule adherence, MTTF, and more.
- Decisions: Decision-making is automated and augmented via manufacturing AI solutions, digital twins, and generative AI models.
In this regard, digital twins are sophisticated Industry 4.0 solutions that require the preceding steps of data collection and dashboard implementation. Thus, their effectiveness hinges on being fed by rich data sources and analytics. To achieve this, IoT devices, PLC and OPC connections, and various manufacturing analytics such as OEE dashboards, labor analytics, maintenance analytics, and schedule analytics are necessary.
For instance, in episode five of the SCW for Pharma Podcast series, Mike Walker, Microsoft’s Executive Director of Global Healthcare and Life Sciences Digital Strategy, discussed how digital twins, as well as any shop floor AI solution deployment, would be impossible without a robust digital ecosystem.
Crafting a Unique Feature Set for Effective Digital Twins
Defining a suitable feature set, though challenging, is crucial for deploying an effective digital twin for manufacturers. This feature set is unique to each factory and the specific goals of the digital twin. Consider it like selecting the right instruments for your orchestra – each use case demands a different combination.
For example, a digital twin designed to optimize schedules requires metrics and information such as work orders, production lines, employee details, skill sets, due dates, desired cost, OEE, OTIF, capacity, takt time scores and more. In contrast, a digital twin focused on design improvement might prioritize material properties and stress simulations.
Before data can be fed into the digital twin, it often requires pre-processing to ensure accuracy and consistency. Subsequently, the chosen features are utilized to create a digital model that mirrors the physical system. This model is continuously updated with real-time data, enabling the digital twin to learn and evolve.

What are the Advantages of Digital Twins in Manufacturing?
Digital twins offer a compelling value proposition for manufacturers, especially when considering their seamless integration with existing Industry 4.0 investments. As Accenture highlights, embarking on a digital twin journey does not require costly rip-and-replace strategies. Instead, it acts as a bridge, integrating seamlessly with your existing cloud solutions and turning past investments in PLCs and IoTs into valuable assets for your digital twin journey.
Digital twins offer the following benefits:
- Contextualize data through simulations and virtual inspections.
- Democratize data, providing operators and engineers with the information needed to make swift decisions and address inefficiencies.
- Automate decision-making processes through AI and ML algorithms.
By simultaneously leveraging digital twins and existing digital factory technologies, manufacturers can realize desired benefits within a few months without the need for a complete factory transformation.
Top 7 Digital Twin Use Cases in Manufacturing
Digital twin applications in manufacturing are diverse, and comprehension of these applications empowers managers to design solutions tailored to their specific challenges. Here are the top 7 digital twin use cases in manufacturing:
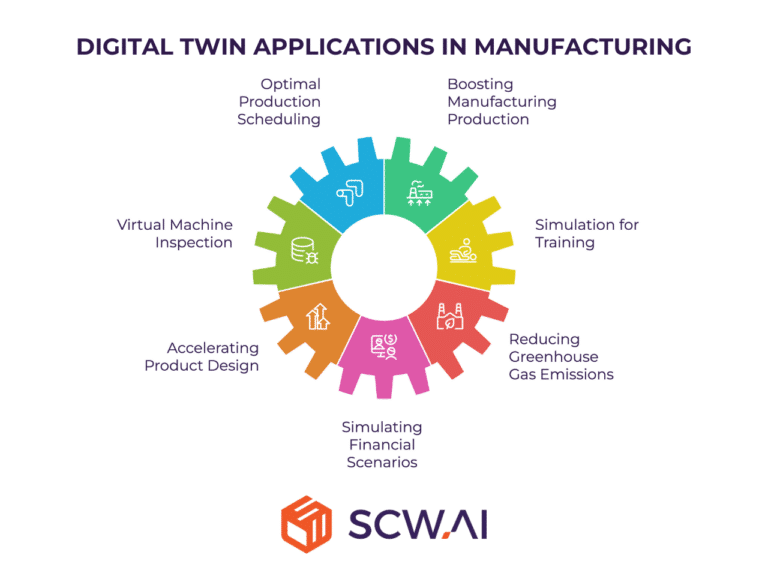
1. Optimal Production Scheduling and Resource Allocation
Digital twins offer an ideal use case where algorithms and human planners collaborate to optimize job shop scheduling. By analyzing historical production data and simulating real-time factors such as line availability, equipment performance, worker capabilities, and workload, digital twin–driven schedulers generate tailored scheduling scenarios aligned with various business goals, including:
- Just-in-time production
- Changeover minimization
- OTIF (On-Time In-Full) maximization
- Cost minimization
- Profit maximization and more
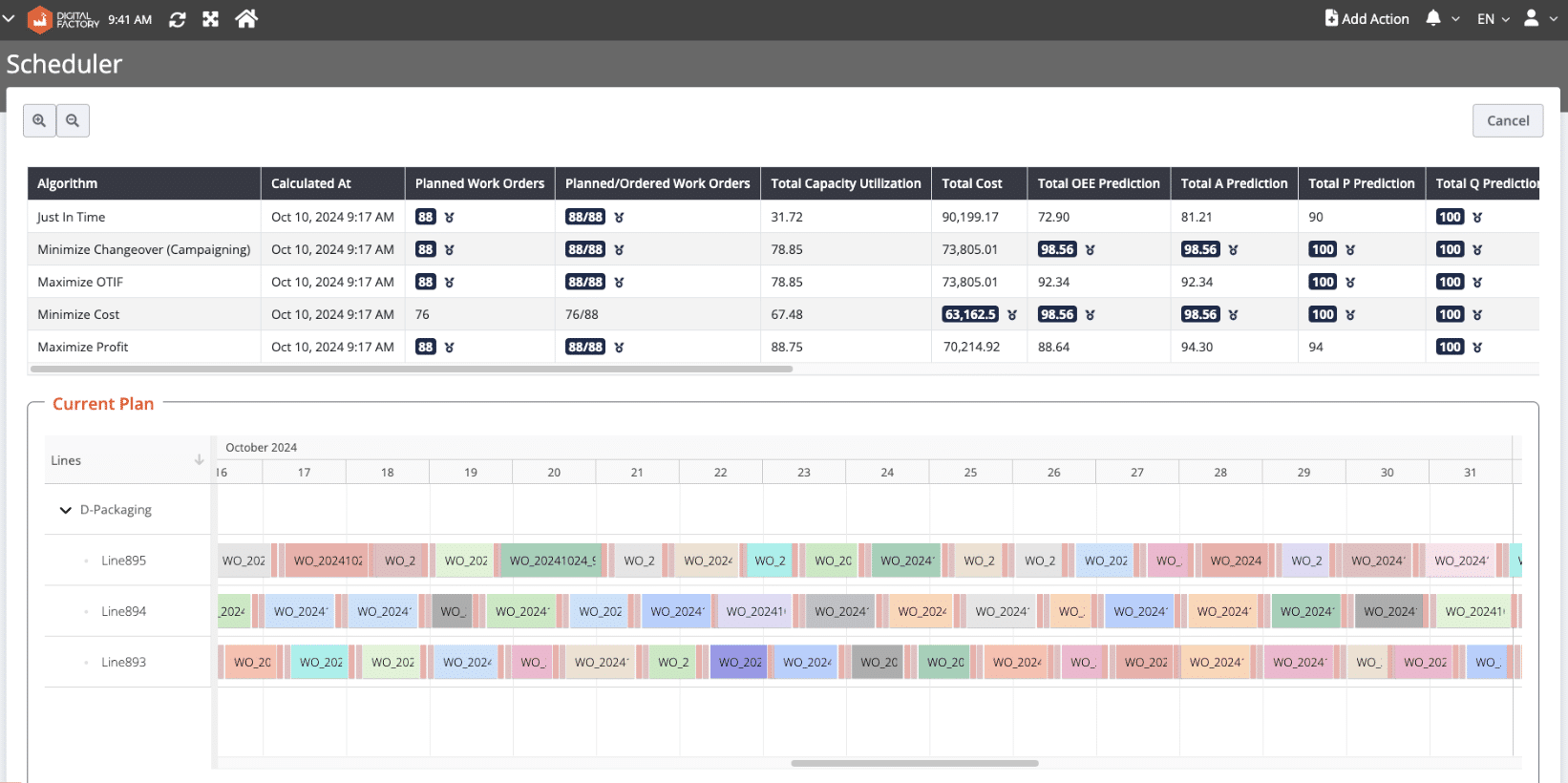
Each scenario includes estimated metrics such as task completion time, capacity utilization, OEE, customer satisfaction, cost, and profit. This data-rich simulation allows planners to choose the scenario that best fits their current business objectives. For example:
- If recent late deliveries have strained customer relationships, prioritizing OTIF maximization may be ideal.
- If inventory buildup is an issue, just-in-time production becomes the focus.
- In another period, the company may shift toward cost minimization to maintain margins.
As a result, the factory becomes more agile and responsive—delivering not only superior scheduling performance but also greater alignment with evolving priorities.
Over time, as more historical data is collected and planners apply human-in-the-loop adjustments, the scenarios become increasingly realistic, even preparing the shop floor for unexpected events. Integration of digital twins with Advanced Planning and Scheduling (APS) systems further enhances this by maximizing metrics like schedule adherence, compliance, and attainment. The gap between planning and execution shrinks.
2. Boosting Manufacturing Production and Throughput

One notable application of digital twins is their capability to assist managers in determining the optimal production conditions, often referred to as the “golden batch.” Virtual replicas of production processes enable managers to simulate and analyze various parameters in real-time, identifying the precise combination of factors that result in the highest quality and most efficient production runs often referred as world class manufacturing.
By leveraging this capability, managers can fine-tune production settings, such as:
- Machine speed
- Operator assignments
- Worker shifts
- Processing times, etc., to achieve the optimal output.
Once the golden batch is identified in the digital environment, manufacturers can take the next step to increase Overall Equipment Effectiveness (OEE) by replicating these ideal conditions in the physical production line. The digital twin serves as a blueprint, guiding operators to set up machinery and workers exactly as simulated in the virtual environment.
The seamless transition from the digital twin’s golden batch to real-life production not only boosts output but also ensures consistency and quality, ultimately contributing to improved overall operational efficiency in the shop-floor.
Pharma professionals seeking comprehensive OEE details—calculations, industry benchmarks, ROI analysis, and practical improvement strategies for pharmaceutical manufacturing—can download our free “OEE in Pharma Handbook” PDF.
3. Virtual Machine Inspection and Predictive Maintenance

In the context of virtual machine inspection, digital twins enable manufacturers to conduct inspections without disrupting the actual production process. By mimicking the behavior of machinery in a virtual environment, engineers can identify potential issues, predict maintenance needs, and optimize performance, ultimately leading to a reduction in downtime.
One of the significant benefits of leveraging digital twin technology in virtual machine inspection is the positive impact on equipment lifespan. Traditional maintenance practices often rely on fixed schedules or reactive responses to malfunctions, resulting in unnecessary wear and tear on machinery.
However, with digital twin-enabled inspections, manufacturers can adopt a proactive approach to maintenance. By continuously monitoring the digital twin’s performance metrics, manufacturers gain insights into the actual wear and tear patterns of the physical machinery. This enables them to implement targeted maintenance interventions, replacing or repairing components precisely when needed. As a result, the overall lifespan of manufacturing equipment is extended, reducing the frequency of unplanned downtime and contributing to cost savings for the organization.
4. Simulation Capabilities for Training Manufacturing Personnel
According to a 2023 survey conducted by the National Association of Manufacturers (NAM), the most significant challenge for US producers is attracting and retaining a quality workforce. Consequently, an essential strategy for manufacturers is to train their existing staff to enhance efficiency. The simulation capability of digital twins can play a crucial role in this regard.
Similar to training pilots in a flight simulation, companies can use digital twins to train their operators and engineers without putting company operations at risk. These simulations allow staff to leverage the historical data of the company, providing them with firsthand experience of the business challenges and potential solutions. Workers can be educated for rare but significant scenarios that affect production and prepare the workforce for possible business distributions.

5. Accelerating Product Design and Innovation
Like other assets, businesses can create digital versions of their products, which help them simulate different design concepts without having to physically implement them. Using this method, designers can test concepts that improve product sustainability or quality, shorten time to market, and gain a competitive edge. McKinsey reports that managers have reported 3 to 5% higher sales for products armed with digital replicas, indicating that some producers have already reaped the benefits of using digital twins for product design.
Possible digital twin use cases for product design include followings:
- Decrease Time to Market: According to a McKinsey study, digital twins have been shown to reduce the time to market for some products by half. This is primarily attributed to a reduction in the number of physical prototypes produced as well as the cost of designing.
- Improve Product Quality: Digital twins enable constant testing and verification, leading to improved product quality. Managers report up to a 25% reduction in quality issues for product designs that originate from a digital replica.
- Design Sustainable Products: Approximately 80% of the environmental impact of goods is determined during the design phase, as per the European Commission. By simulating designs, manufacturers can create environmentally friendly products that either dematerialize products or utilize biodegradable materials, contributing to enhanced product circularity.

6. Reducing Scope 1 Greenhouse Gas Emissions
Digital twins can play a crucial role in helping factories reduce their Scope 1 greenhouse gas (GHG) emissions by simulating operations to identify activities that generate high emissions but offer low productivity gains. By mapping the relationship between energy consumption, emissions, and production output, digital twin models highlight inefficiencies that might otherwise go unnoticed—such as equipment running idle, excessive use of fossil fuel–powered machinery, or suboptimal task sequencing. These insights allow planners to pinpoint emission hotspots that can be addressed without compromising operational effectiveness.
More importantly, digital twins enable the creation of alternative scheduling scenarios where energy-intensive tasks are strategically shifted to align with lower-emission periods. For instance, if a factory uses solar panels, simulations can schedule high-energy processes during peak sunlight hours to reduce reliance on fossil fuels. These energy-aware schedules can be tested against key business objectives—such as cost, on-time delivery, and resource utilization—to ensure that environmental improvements do not come at the expense of performance. This approach empowers manufacturers to make practical, data-backed decisions that align sustainability with operational goals.

7. Simulating Financial Scenarios and Calculating ROI
Digital twins enable manufacturers to simulate financial outcomes based on changes in operational KPIs, offering a clearer view of how specific improvements translate into business results like cost reduction, profit growth, or increased throughput. While some metrics such as OEE already correlate strongly with financial performance, digital twins go a step further. They allow simulation of more nuanced changes—like reducing log recording time or optimizing the frequency of training sessions—which are typically difficult to quantify in terms of direct financial return without a sophisticated model.
By modeling these less tangible improvements within the full context of factory operations, digital twins provide realistic, data-driven projections of ROI for various initiatives, including paperless manufacturing solutions, green transition and lean manufacturing practices. Manufacturers can use these insights to compare investment scenarios, assess long-term value, and prioritize actions that deliver measurable returns. This reduces uncertainty and helps leadership justify decisions with confidence, making the factory’s financial planning as agile and informed as its production scheduling.
Top 5 Digital Twin Case Studies in Manufacturing
This section highlights real-world success stories of digital twin deployment on the shop floor, verified by the World Economic Forum as part of its Global Lighthouse Network.

Agilent Technologies (Singapore) Cut Production Costs by 25% with Digital Twin–Driven Scheduling
Pharmaceutical manufacturer Agilent Technologies modernized its operations through various Pharma 4.0 solutions, including a digital twin model that optimized and increased the agility of production scheduling. As a result, the company successfully reduced production costs by 25%.
Dr. Reddy’s Laboratories (India) Reduced Production Costs by 21% Using Digital Twin Scheduling
Dr. Reddy’s Laboratories implemented a comprehensive operational excellence strategy alongside a digital transformation effort. As part of this initiative, a digital twin–based scheduling system was introduced, enabling the company to reduce production costs by 21% while meeting higher quality expectations.
For a deeper look at how AI and digital twins are transforming the pharmaceutical industry, download our dedicated white paper—available free of charge.
Sany Heavy Industry (China) Increased Production Capacity by 44% Through Digital Twin Deployment
To better respond to fluctuating demand and seasonal complexity, Sany Heavy Industry introduced a digital twin to optimize factory throughput. This move boosted production capacity by 44%, improving responsiveness and operational efficiency.
Procter & Gamble (Japan) Shortened R&D Lead Time by 72% with Digital Twin Technology
Procter & Gamble Japan overhauled its operations with the ambitious goal of achieving 3% annual net business growth. By implementing a digital twin in its product development process, the company reduced R&D lead time by 72%, significantly accelerating innovation cycles.
Unilever (Brazil) Cut Product Innovation Lead Time by 33% with Digital Twin Integration
In pursuit of cost leadership, Unilever Brazil deployed a range of Industry 4.0 technologies, including a digital twin model focused on accelerating product development. This initiative cut lead time for new product innovation by one-third.
4 Manufacturing Digital Twin Best Practices
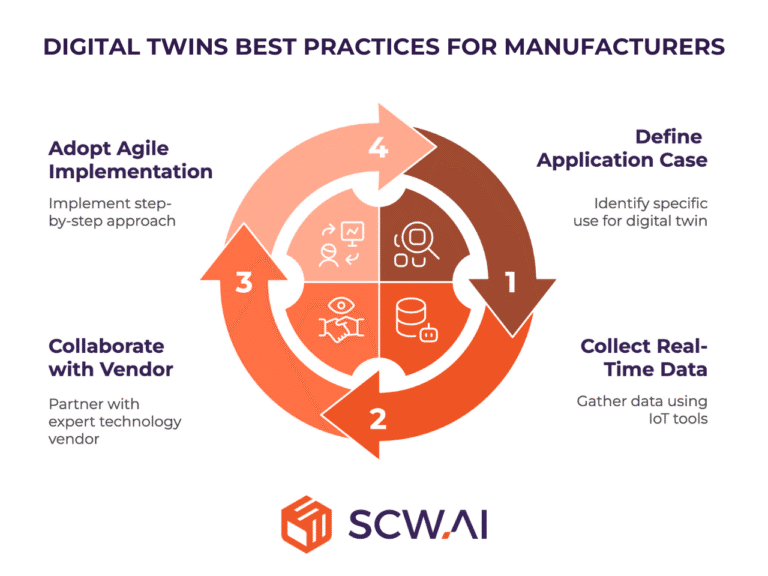
Since Digital Twin technology is still quite new for many companies, as Gartner mentioned, adopting best practices can be beneficial for managers aiming to implement this technology successfully. We have identified four crucial best practices for the successful implementation of digital twins in manufacturing:
- Define Digital Twin Application Case: As discussed, digital twins have diverse uses. Picking the right one for your factory impacts the data you need. Identifying your application area (e.g., optimizing scheduling, predicting maintenance) is crucial for a focused and efficient implementation, potentially leading to a faster ROI and reduced implementation errors.
- Collect Real-Time Data With Industrial IoT: To collect complete, accurate and real-time data, factories must automate data gathering processes. IoT tools are beneficial in this regard since they can collect a variety of data on equipment, people and environment.
- Collaborate With the Right Technology Vendor: Training AI/ML models and designing a digital twin often surpass the in-house capabilities of many manufacturers. Therefore, it is advisable to seek a technology vendor with expertise in your industry.
- Adopt Agile Implementation: For technology investments such as digital twins, it is important to proceed step by step, with each step determined by specific goals. This approach allows you to track progress towards your goals and reduces the risk of overwhelming your workers.
SCW.AI: The Manufacturer’s Gateway to Digital Factory Twins
SCW.AI delivers cloud-based digital factory tools designed to help manufacturers boost cost efficiency, throughput, and sustainability. Through our modular Digital Factory Platform, we provide the robust digital infrastructure required to successfully deploy digital twins on the shop floor. Our platform includes:
- Data Foundation
- Monitoring
- Execution
- Compliance
- Planning
- Sustainability
In addition, SCW.AI is a certified R&D center specializing in AI technologies tailored for manufacturing. Our AI HUB, a core component of the Digital Factory, focuses on advanced capabilities such as scheduling optimization, anomaly detection, and predictive maintenance.
To learn more about digital twins in manufacturing or explore our solutions, feel free to contact us or book a demo.