OEE, or Overall Equipment Effectiveness, is one of the most crucial manufacturing KPIs for evaluating the performance of production processes. Despite its importance, many misconceptions and confusions surround OEE calculation.
This article serves as a simplified guide for manufacturers on OEE calculations. We will introduce various methods for calculating OEE that can more effectively evaluate your factory’s performance. Additionally, we will highlight common mistakes when using OEE as a KPI. To further support readers’ understanding, we will present three real-life examples of OEE calculation. Finally, we will define what can be considered as a good OEE score for different industries and briefly introduce SCW.AI’s OEE Tracker, which helps manufacturers monitor OEE in real-time that respects your preferred approach for calculating OEE.
How is OEE Calculated?

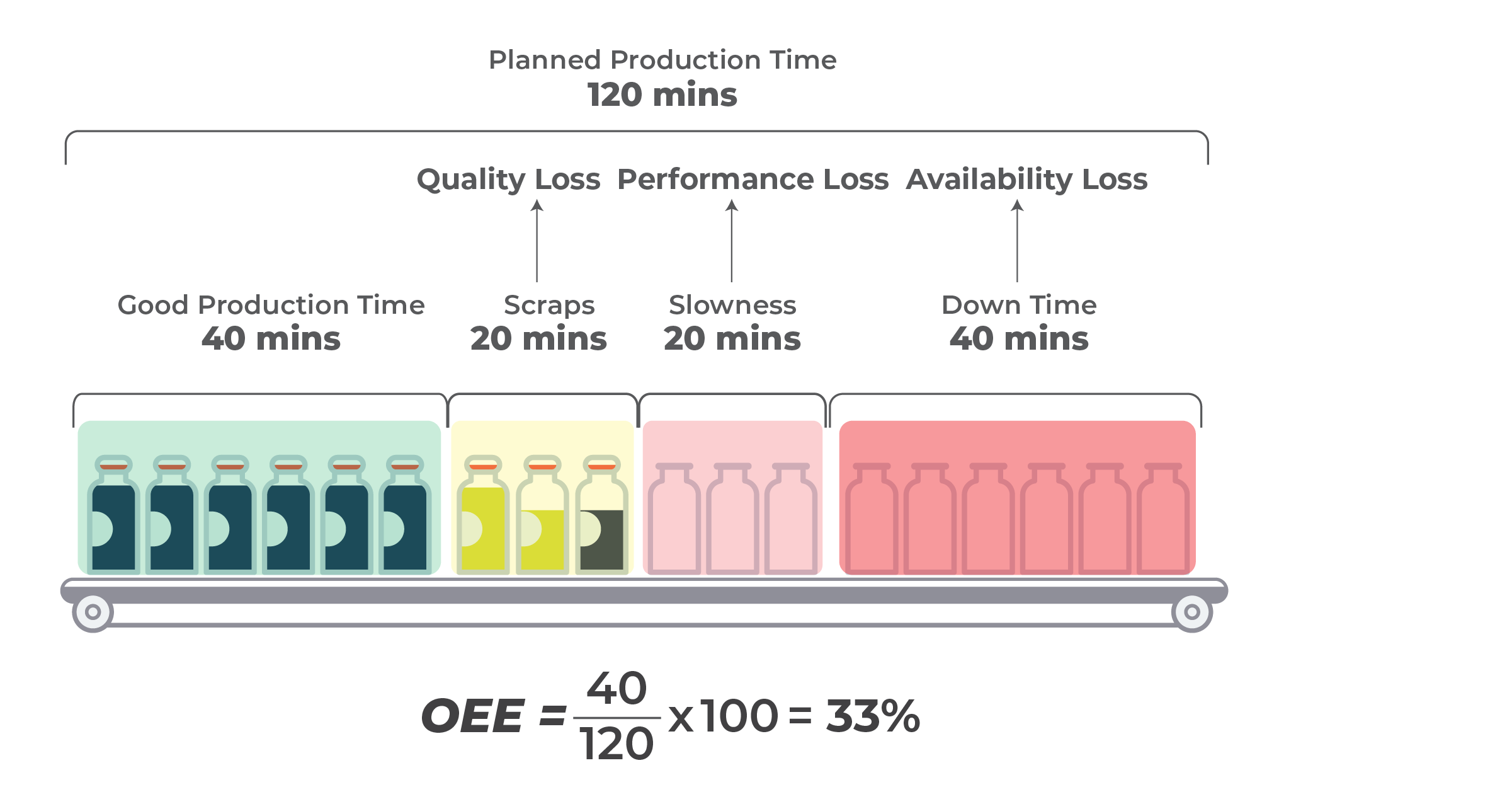
As the image above illustrates, the formula for OEE consists of multiplying the availability percentage, performance percentage, and quality percentage. This multiplication yields a value between 0% and 100%, where 100% OEE implies no losses and perfect production effectiveness.
OEE should be calculated based on time. For example, in a factory with 12 hours of staffed or production time, an OEE of 50% indicates that the factory is productive for only six hours.
While there is a consensus on the multiplication of availability, performance, and quality for calculating OEE, the definition of availability can vary from one factory to another. Therefore, before discussing the methods of OEE calculation, it is important to define potential losses and categorize them under availability, performance, or quality.
Availability
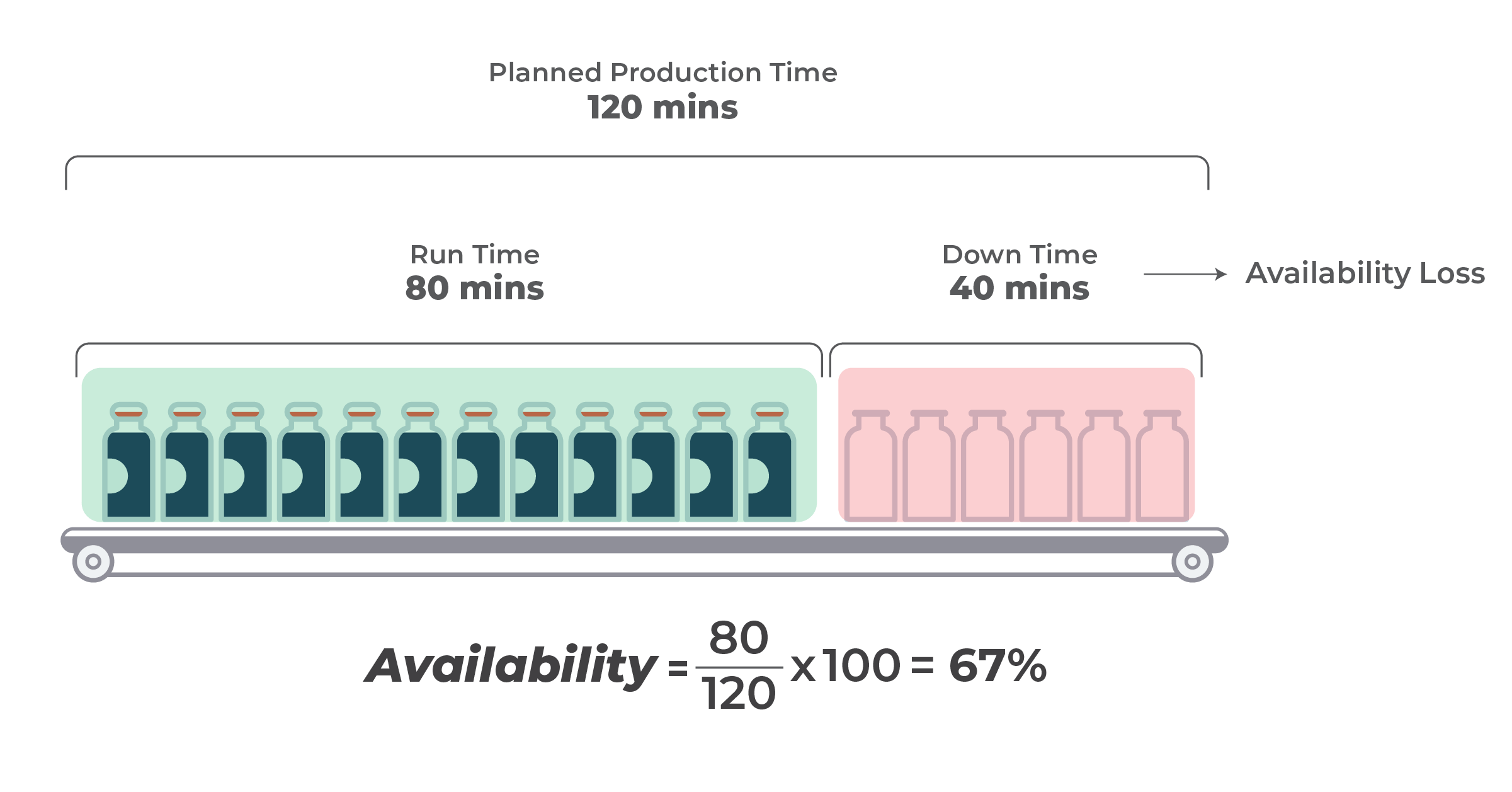
Availability is determined by dividing runtime or actual working time by staffed time or planned production time. Essentially, it is the time your lines and machines operate as a percentage of potential time machines working. For example, if a line is scheduled to operate for 120 minutes but has an actual runtime of only 80 minutes, its availability score would be 80 divided by 120, or 67%.
Different approaches exist for determining potential working time. For instance, many firms exclude holidays, weekends (if not operational), and lunch breaks, as these are non-production activities often mandated by law. Some manufacturers also exclude time for training sessions, scheduled maintenance, line cleaning, and setup processes, as these are non-productive periods.
However, it is important to note that activities like line cleaning and planned maintenance can be optimized with AI schedulers or machine learning models. Therefore, unless there’s a specific valid reason, such losses should not be excluded since analyzing them can let throughput increase.
Unplanned downtime, however, is always considered a loss that decreases availability. This is typically associated with equipment failures.
Performance
The performance ratio is calculated by dividing actual production time by run time or theoretical production time. This aspect of OEE is less controversial. Performance losses often include micro-stops (failures lasting less than two minutes) and speed losses, which indicate that machine performance is below its ideal cycle time.
To calculate speed losses accurately for different products, you need to determine planned cycle times. This allows you to calculate how many products you could produce within a given period. For example, if the planned production speed is nine pieces per hour, a manufacturer could produce 12 pieces in 80 minutes. If only nine pieces are produced, the performance is calculated as 9/12 = 75%.

Quality
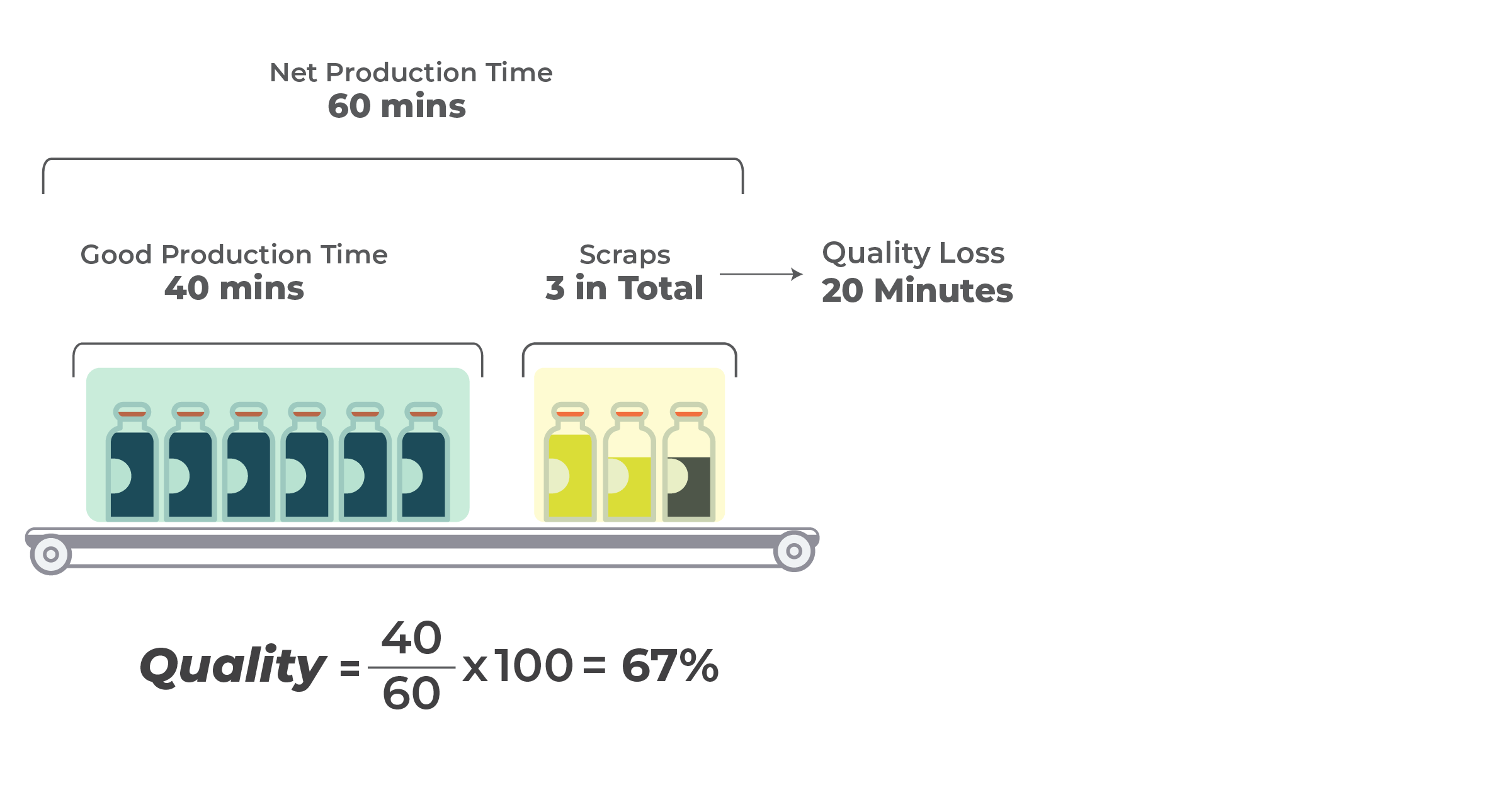
Quality is defined as time lost due to quality issues such as scrap products. For instance, if it takes one hour to produce nine pieces and three pieces do not meet quality standards, there is a quality loss of 20 minutes. Consequently, the quality ratio becomes 67%, or 40/60.
Achieving 100% quality is important especially for pharma manufacturers not only because reducing costs. Concepts like world class manufacturing or quality management maturity is crucial for this sector since they directly impact human health.
Overall OEE Calculation Example
If we combine all losses together we find OEE score as 33% for this example.
3 Different Approaches for Calculating OEE
This section explains three different methods for calculating OEE. Each method can be useful for specific industries or can be adjusted to address the unique needs of manufacturers. It is important to note that the way availability is factored into OEE differs among these three methods.
1. Generic Method for Calculating OEE (OEE1)
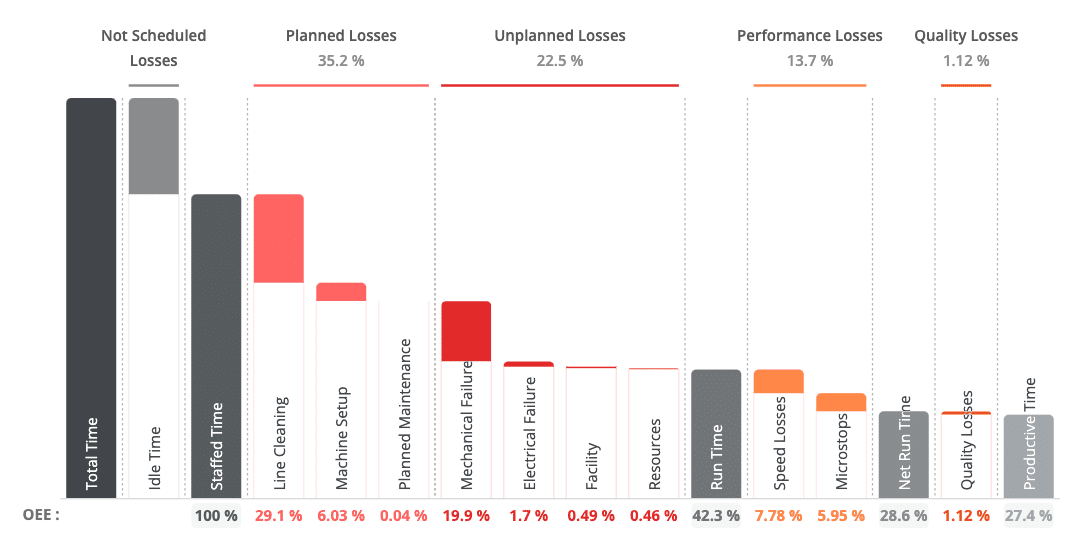
The most common method of calculating OEE is sometimes referred to as OEE1. This method is a valuable metric for identifying production bottlenecks. To calculate OEE1, manufacturers consider the following losses:
- Availability: Planned maintenance activities, line cleaning, line/machine setup, and unplanned downtime are subtracted from the planned production time to determine the runtime.
- Performance: Micro-stops and speed losses are subtracted from the runtime to find the actual runtime.
- Quality: The scrap rate is subtracted to determine the net production time.
The image below illustrates a waterfall analysis of OEE1 calculation.
2. Calculating OEE2
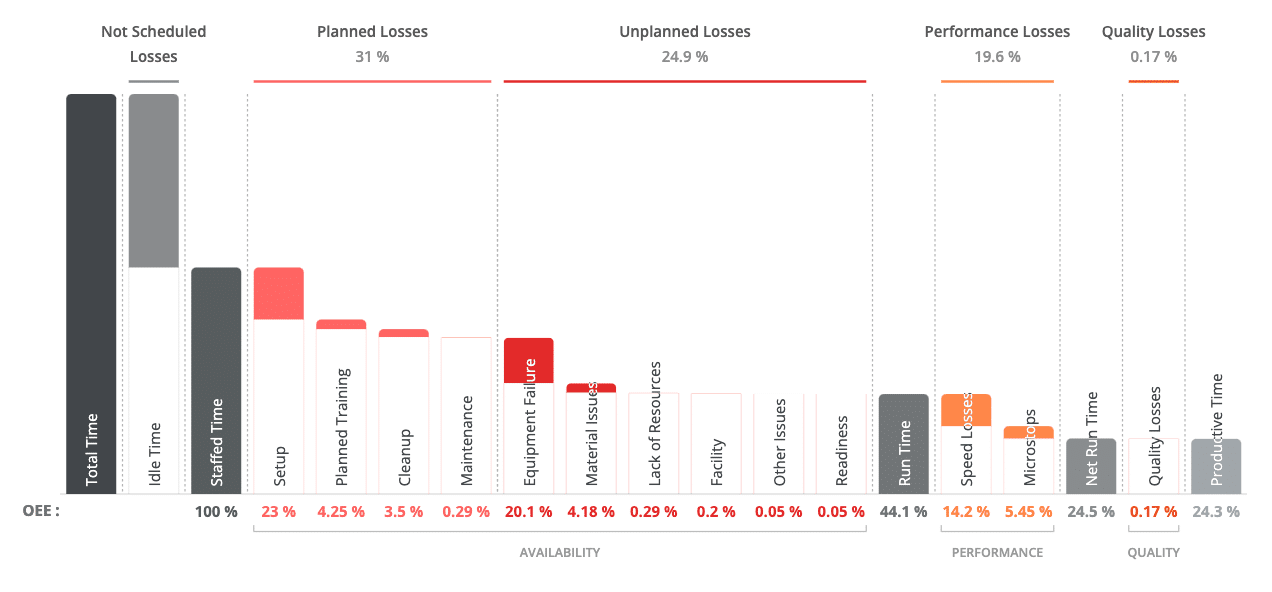
OEE2 is a metric that falls between Total Effective Equipment Performance (TEEP) and OEE1. Like OEE1, it deducts factors such as cleanup, setup, and planned maintenance. However, OEE2 also assesses part of asset utilization factors, such as lunch breaks or operator training, which are usually not counted within availability losses.
The rationale behind including these factors is to observe the relationship between break times or personnel training and overall productivity. This allows managers to find optimal break durations or analyze the effectiveness of training sessions.
The image below illustrates a waterfall analysis of OEE2, where planned training sessions are added as an availability loss. Note that for the performance and quality components, OEE1 and OEE2 assess the same losses.
3. Other Custom Methods for Calculating OEE
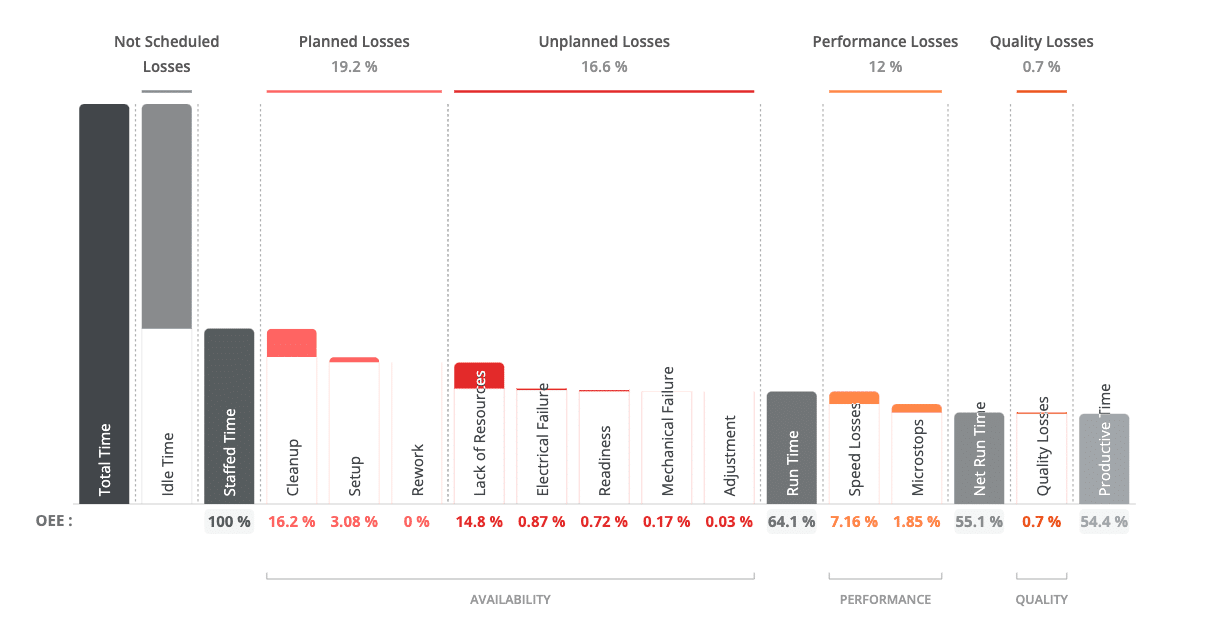
Custom OEE calculation is possible where manufacturers frequently exclude some of the availability losses, such as line cleaning or planned maintenance activities, assuming these are already optimal non-productive and necessary activities. In this regard, excluding them is similar to not including lunch breaks in the calculation of OEE1.
For instance, the waterfall analysis below shows a manufacturer with a weekly schedule for two hours of maintenance activities. Thanks to the manufacturer’s superior total productive maintenance measures, their unplanned downtime and micro-stops are nearly zero. Therefore, it is realistic to assume their maintenance schedule is already near optimal and can be excluded from OEE analysis. Similar to OEE2, the performance and quality metrics have the same losses as OEE1.
Summary of OEE Calculation Methods
The image below summarizes the types of losses included in specific OEE calculation methods. Note that for OEE2 and custom OEE calculations, manufacturers have the flexibility to include or exclude certain losses from the equation.

OEE is just one of the dozens of KPIs manufacturers need to monitor. To find over 60 manufacturing KPIs, complete with their formulas and usage guidelines, download our Manufacturing KPIs Handbook for Managers and Executives.
Two Biggest Mistakes When Calculating OEE
1. Production Count-Based OEE Calculation
Many manufacturers produce different products with varying cycle times. Therefore, to calculate OEE accurately, factories should not rely on the percentage deviation of the total quantity of products planned for production in a given time period. For instance, if you plan to produce 1,000 units of Product A and 1,000 units of Product B but end up producing 900 units of Product A and 100 units of Product B, it is incorrect to say the OEE of the given period is 50% because 1,000 out of 2,000 units were produced.
Instead, manufacturers must adopt time-based calculations that show the total time lost. For example, if producing 1,000 units of Product A is planned to take 40 hours, but the actual production is 900 units, the actual loss is 4 hours (40 – (40 * 900 / 1000)).
Similarly, if producing 1,000 units of Product B is planned to take 10 hours, and the actual production is 100 units, the loss is 9 hours. In this scenario, there is a total loss of 13 hours within 50 hours, indicating that the actual OEE is (50 – 13) / 50, or 74%, even if only half the quantity was produced.
2. Lack of Standardization in OEE Calculation for Different Lines and Sites
As we have seen in this blog post, there are various methods for calculating OEE. For a organization with sites in different locations, and many lines within each sites using inconsistent OEE formulas can make the data unreliable for comparing different lines and sites.
Therefore, we advise that organizations must reach a consensus on how OEE is calculated and reported within the company. If some executives believe that alternative methods of OEE calculation provide valuable insights, it is possible to calculate OEE in multiple ways. However, one method should be designated as the official company standard.
3 Different OEE Calculation Examples From Real Life
1. Composite Materials Manufacturer Utilizes Generic OEE
Kordsa, one of our customers, aimed to improve OEE, particularly focusing on line availability. To monitor progress towards these goals, they utilized OEE1. They optimized availability by using our predictive analytics to reduce planned maintenance activities, scheduling maintenance precisely before unplanned downtime occurred. Thanks to this initiative, line availability increased by 7% in the first half of 2024, already surpassing their end-of-2024 targets.
You can watch the video below to witness Kordsa’s digital transformation journey.
You can download the PDF version of the Kordsa case study by clicking the link below.
2. Pharma Manufacturer Customizes OEE Calculation by Omitting Changeovers
Changeover durations tend to be longer in the pharmaceutical industry due to stringent regulations like cGMP. Line cleaning, in particular, takes considerable time to ensure safety. Consequently, OEE1 calculations can result in low OEE scores for pharmaceutical companies, even if they are efficient in reality.
With this in mind, one of our pharma customers requested a custom OEE analysis report. In this report, we excluded changeover times from the availability calculation and used their historical OEE levels as a benchmark to determine their ideal target OEE without changeovers. This method allowed us to calculate the actual OEE and compare it to the target. If the actual OEE divided by the planned OEE exceeds 100%, it implies that production efficiency is above average.

3. Food Manufacturer Tracks OEE2 to Find Optimal Break Time
One of our clients in the food and beverage industry conducted experiments on the frequency and duration of break times and their impacts on labor productivity and overall productivity. To assess the effect on productivity, they realized the need for an additional OEE calculation besides the generic one to measure whether changes in break times would decrease or increase OEE.
To achieve this, they included hot beverage breaks and lunch break durations in the availability calculation. After the analysis, they identified the optimal lunch break and hot beverage break durations for the factory.

What is a Good OEE Score?
After calculating OEE, it is crucial to understand whether your factory is performing well. According to Seiichi Nakajima, the author of Total Productive Maintenance and a pioneer in OEE, a good OEE score is around 85%.
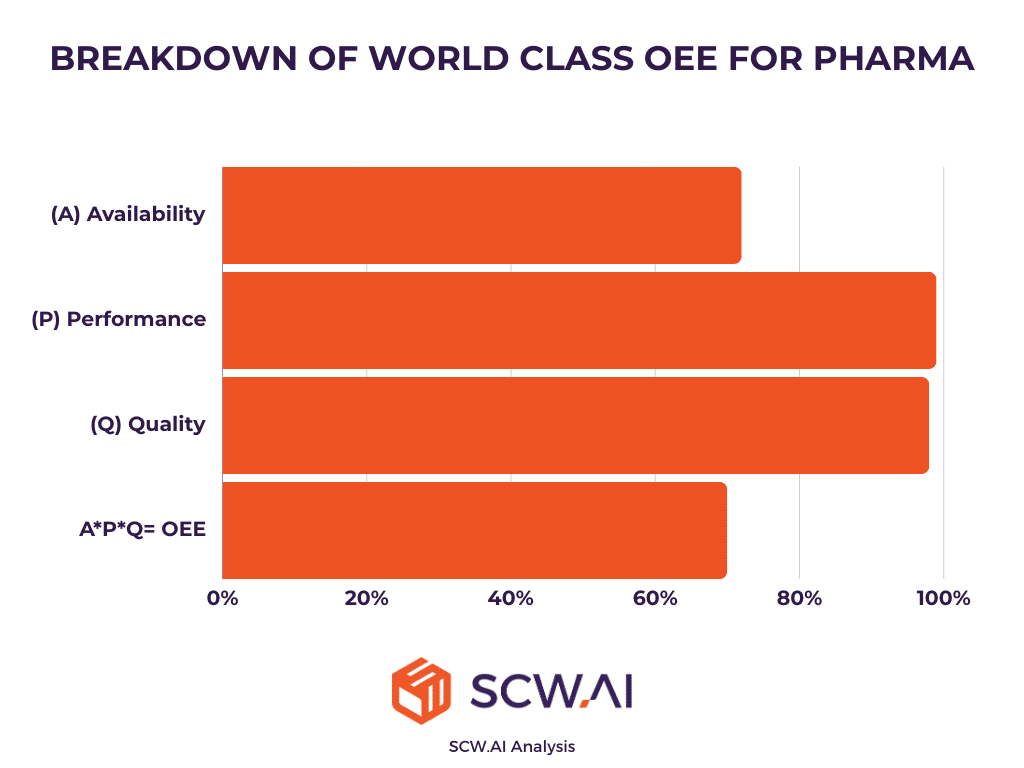
However, this benchmark can be misleading for some industries. For instance, our OEE benchmarking analysis for the pharmaceutical industry shows that even the top 10% quartile’s OEE is around 70% (See Image Below. This indicates that sector-specific differences and the unique conditions of each factory can alter the definition of a good OEE score.
One of the best ways to utilize OEE is by comparing historical data with current OEE scores to measure continuous improvement (OEE Adherence). This approach helps identify current production bottlenecks and prioritize issues. Over time, this strategy enables manufacturers to achieve their ideal OEE score.
Download our free OEE Handbook for pharmaceutical professionals. It includes essential information on good OEE scores, industry benchmarks, improvement strategies, case studies, and ROI analysis.
Improve Your OEE with Our OEE Tracker
SCW.AI’s OEE Tracker provides real-time granular data about the production performance of lines and stations through reports such as:
- OEE Waterfall
- Changeover Analysis
- Daily Production Analysis and many more.
You can deploy this scalable cloud manufacturing solution within a few weeks in your factory and take data-driven actions to address production bottlenecks. By combining the OEE Dashboard with other modules of our Digital Factory Platform, such as Labor Tracker, AI Scheduler, Digital Logbook, and more, you can build a self-driving factory and become one of the top 5% quartile companies in the digital transformation race in manufacturing.
To learn more about our OEE Tracker and other solutions contact us.
To experience our OEE Tracker firsthand, book a demo now.