Without extracting actionable insights through established manufacturing KPIs, data remains as mere numbers for factories. Takt time stands out as a valuable metric that integrates demand and production efficiency into a singular indicator, empowering manufacturing executives to enhance their processes. As evident by a McKinsey case study, optimizing takt time can lead to a 20% surge in line productivity and a 25% reduction in production time for manufacturers.
Despite its potential benefits, many managers still lack sufficient understanding of the nuances of takt time. This article bridges that gap by equipping manufacturing executives with the knowledge and tools they need to effectively harness takt time as a KPI in their factories by:
- Defining takt time
- Showing its calculation via example and formula
- Unveiling takt time’s differences from cycle and lead time
- Showcasing its manufacturing use cases.
- And introducing SCW.AI’s Industry 4.0 solutions to firms to optimize their takt time.
What is Takt Time in Manufacturing?
Takt time is the maximum allowable duration to produce one product in order to meet customer demand. It can be likened to the rhythm of production, since “takt” means the beat in German, the country from which the concept originated. As it encapsulates both production speed and customer demand within a single metric, takt time offers valuable insights into:
- Overall equipment effectiveness (OEE) of a factory
- Scheduling deficiencies
- Customer satisfaction.
Deviations from ideal takt time often result in losses for companies, requiring additional working hours to meet delivery deadlines or incurring OTIF (on-time in-full) penalties due to incomplete deliveries on the scheduled date.
To learn more about how to improve your schedule adherence, check out our article, “In-Depth Guide to Schedule Adherence Report for Manufacturers“.
2 Ways to Monitor Takt time as a KPI
Takt time can be leveraged in two ways to assist manufacturing executives in optimizing their processes.
- One approach involves comparing historical takt times, where a decrease for the same level of demand indicates more efficient production.
- Secondly, managers can compare targeted and actual takt times to determine whether scheduled run times align with actual run times or if there are any equipment or labor-related inefficiencies causing performance losses, such as micro-stops.
How to Calculate Takt Time?
To calculate takt time, divide the work order run time by the work order quantity. The work order run time includes the total working time until the due date of the work order, excluding planned downtimes such as idle time (e.g., lunch breaks), changeover time (e.g., cleanups and setups), planned maintenance activities, and workers’ shifts. Managers can choose hours or minutes as the unit of time. The work order quantity represents customer demand.
A decreased takt time indicates faster production for a given demand. Therefore, executives often strive to minimize takt times without compromising quality or causing worker burnout by optimizing processes.
The below image illustrates takt time formula:

Takt Time Calculation Example
Consider, as a pharmaceutical manufacturer, you have a packaging work order for a specific drug with a due date today. Here are the details of your working hours and the work order:
- The factory operates for 16 hours per day across 2 shifts, with a 15-minute break assumed between shifts.
- Each shift has a 45 minute break for eating.
- Initiating a new packaging work order requires a 1-hour changeover process, involving cleaning and machine setup.
- On this particular day, there is a scheduled 15-minute maintenance period for the packaging machines.
- Work order quantity is 390.
With this given information, work order run time becomes 780 minutes or 13 hours since we exclude breaks, planned maintenance activities and changeovers.
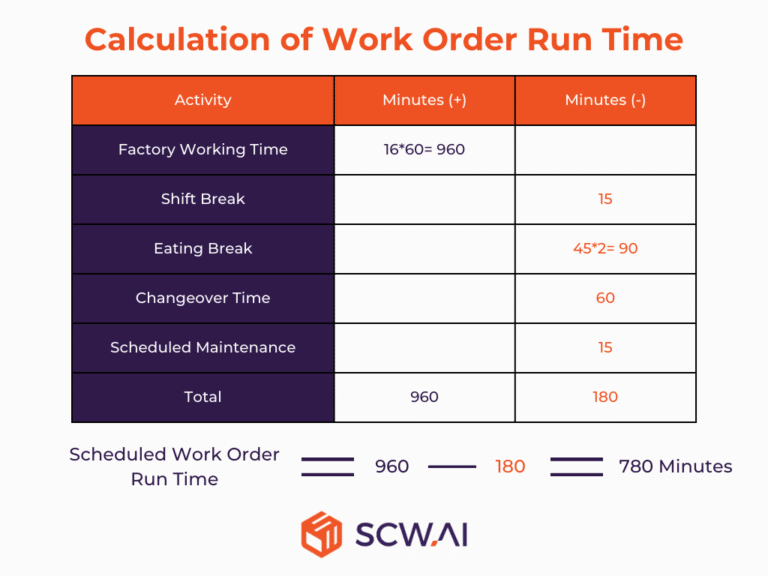
If we divide 780 minutes to 390 we can find takt time as the manufacturer must produce one package for every 2 minutes to meet demand in a given time.

What is the Ideal Takt Time for a Manufacturer?
Defining an ideal takt time for a manufacturer is challenging, as it varies across sectors and products. Factors such as:
- Digitization level of your factory
- Age of equipment
- And the capabilities of your workers and management directly impact your takt time.
It is challenging to establish a specific ideal takt time without assessing your factory. However, continuous improvement is possible by analyzing historical takt time data and refining your processes accordingly.
Takt Time vs Cycle Time
Cycle time is the total duration required for one complete cycle of a specific production process, encompassing all stages from raw material input to the production of the final product. In the context of a pharmaceutical company, the cycle time includes phases such as mixing, granulation, compression, encapsulation, inspection, and packaging, reflecting the comprehensive journey a drug undergoes before being ready for delivery.
Takt and cycle times are distinct yet complementary metrics, both providing insights into production efficiency. Takt time focuses on aligning production with customer demand. It centers around specific work orders, ensuring a balanced and synchronized production flow.
On the other hand, cycle time represents the average production time for the final product, considering net run time and accounting for performance losses and unplanned downtime. It encompasses the entire production process, including idle time.
Below image summarizes the difference between takt and cycle time:

Takt Time vs Lead Time
Lead time is another valuable metric that can be complementary when used with takt time to enhance productivity on the shop floor. Lead time is defined as the duration from receiving an order to its delivery to the customer. Unlike takt time, lead time does not consider the duration per product or work order. In contrast, it typically includes transportation time in addition to manufacturing time. Thus, lead time is a useful metric to assess the general effectiveness of a supply chain.
Top 5 Takt Time Use Cases for Manufacturers
Manufacturers leverage takt time to address specific challenges and enhance overall efficiency. Here are the top five use cases for takt time in manufacturing:

1. Lead Time Reduction
Reduction of takt time for the same quantity of products ordered implies faster production. Thus, by reducing takt time, manufacturers can improve productivity and significantly reduce lead times. This results in improved customer satisfaction, as orders are fulfilled promptly, and the risk of receiving OTIF penalties are mitigated.
2. Optimal Production Planning
By aligning production rates with takt time, manufacturers attain a balanced and synchronized production flow that mitigates both underproduction and overproduction.
Takt time provides insights from two perspectives. First, it can indicate production efficiencies. For example, if the calculated takt time suggests completing a work order unit every 2 minutes, but in reality, it takes 3 minutes, your factory may be experiencing performance losses such as micro-stops.
On the other hand, producing faster than the takt time might lead to:
- Overproduction, which is considered one of the eight wastes of lean manufacturing.
- Worker burnout
- Deviations from production quality
- And reduction of equipment life-span.
To find out how advanced planning and scheduling systems can improve your production planning you can read our In-Depth Guide to Advanced Planning and Scheduling article.
3. Effective Line Balancing
Takt time serves as a guide for achieving effective line balancing on the shop floor. Manufacturers can distribute workload evenly across production lines, preventing overburdening of specific stations and ensuring a smooth, continuous flow of production. This contributes to the overall well-being of the workforce by minimizing fatigue and stress associated with uneven work distribution.
4. Just in Time Delivery
Implementing takt time enables manufacturers to embrace a just in time (JIT) approach to production. By aligning production rates with customer demand, manufacturers can avoid excess inventory and associated holding costs. JIT delivery:
- Reduces storage expenses
- Enhances overall cost-effectiveness
- And can also enhance customer satisfaction, especially for perishable goods with a short shelf life.
5. Standardization of Continuous Improvement
Takt time serves as a benchmark for continuous improvement initiatives. Standardizing processes based on takt time enables teams to identify and address inefficiencies, fostering a proactive approach to enhancing overall production efficiency.
How SCW.AI Helps You Reduce Takt Time
SCW.AI’s Digital Factory Platform helps managers streamline the collection of shop-floor data and improve factory efficiency via following tools:
- IoT Hub
- OEE Tracker
- Daily Production Performance Dashboard & Performance Deep Dive Report
- AI-driven Scheduler
- Performance Maintenance Report
- Changeover Analysis and more.
For your further questions regarding takt time or its improvement you can contact us.
You can start optimizing your takt time today by booking a demo with us.