Operational excellence is a critical driver of success in today’s competitive manufacturing landscape. Fabrice Le Garrec, Founder of The OSICS Network and a globally recognized authority on Lean manufacturing and operational excellence, underscores the significant potential within the manufacturing sector. He highlights that many factories, particularly those in the pharmaceutical industry, can achieve remarkable productivity gains of 20% to 30% within the first year of implementing modern operational excellence strategies. Moreover, even established leaders like Toyota, who have embraced operational excellence for decades, consistently identify improvement opportunities yielding a substantial 3% to 5% annual increase in production.
These improvements translate directly into higher throughput, reduced operational costs, and stronger profitability. The broader business impacts are substantial: enhanced company valuations, improved access to financing, greater customer loyalty through superior quality as well as on time delivery, and the development of a proactive, problem-solving, and agile organizational culture. Yet despite these compelling advantages, many manufacturing organizations continue to underinvest in comprehensive operational excellence initiatives.
This guide provides a clear and practical roadmap for manufacturing executives and managers seeking to unlock the full potential of operational excellence. We will start by defining operational excellence in the manufacturing context, explore its foundational pillars, examine key metrics for effective tracking, and analyze how digital factory transformation accelerates operational excellence. Finally, we will review real-world case studies across pharmaceuticals, food and beverage, and automotive sectors.
What is Operational Excellence in Manufacturing?
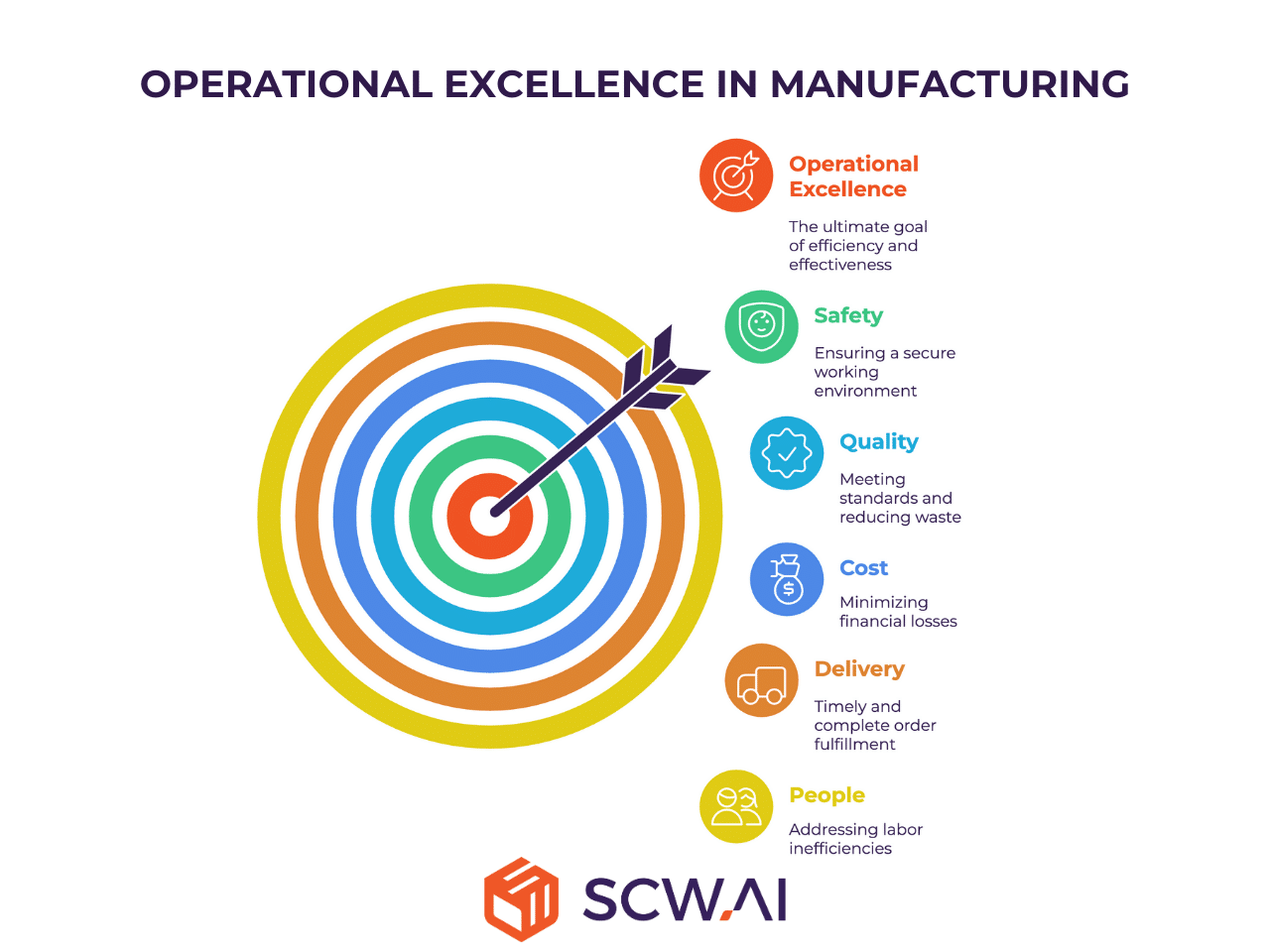
Operational excellence (OpEx) in manufacturing is a strategic, systematic approach to identifying and eliminating inefficiencies across the shop floor. It targets a wide range of issues that can impair productivity and profitability, including:
- Safety: Addressing the frequency of workplace accidents and near-miss incidents to ensure a secure working environment.
- Quality: Rectifying instances where products fail to meet industry or internal quality standards, or where achieving quality targets incurs excessive costs due to high scrap and rework rates.
- Cost: Tackling various sources of financial loss such as machine availability, performance, and quality losses; unproductive idle time; discrepancies between paid and productive labor hours; excessive inventory holding costs and more.
- Delivery: Mitigating late or incomplete work order deliveries stemming from ineffective scheduling practices or difficulties in adhering to production plans.
- People: Resolving labor inefficiencies, including skill gaps that lead to deviations between planned and actual durations for tasks like cleaning, setup, and run activities.
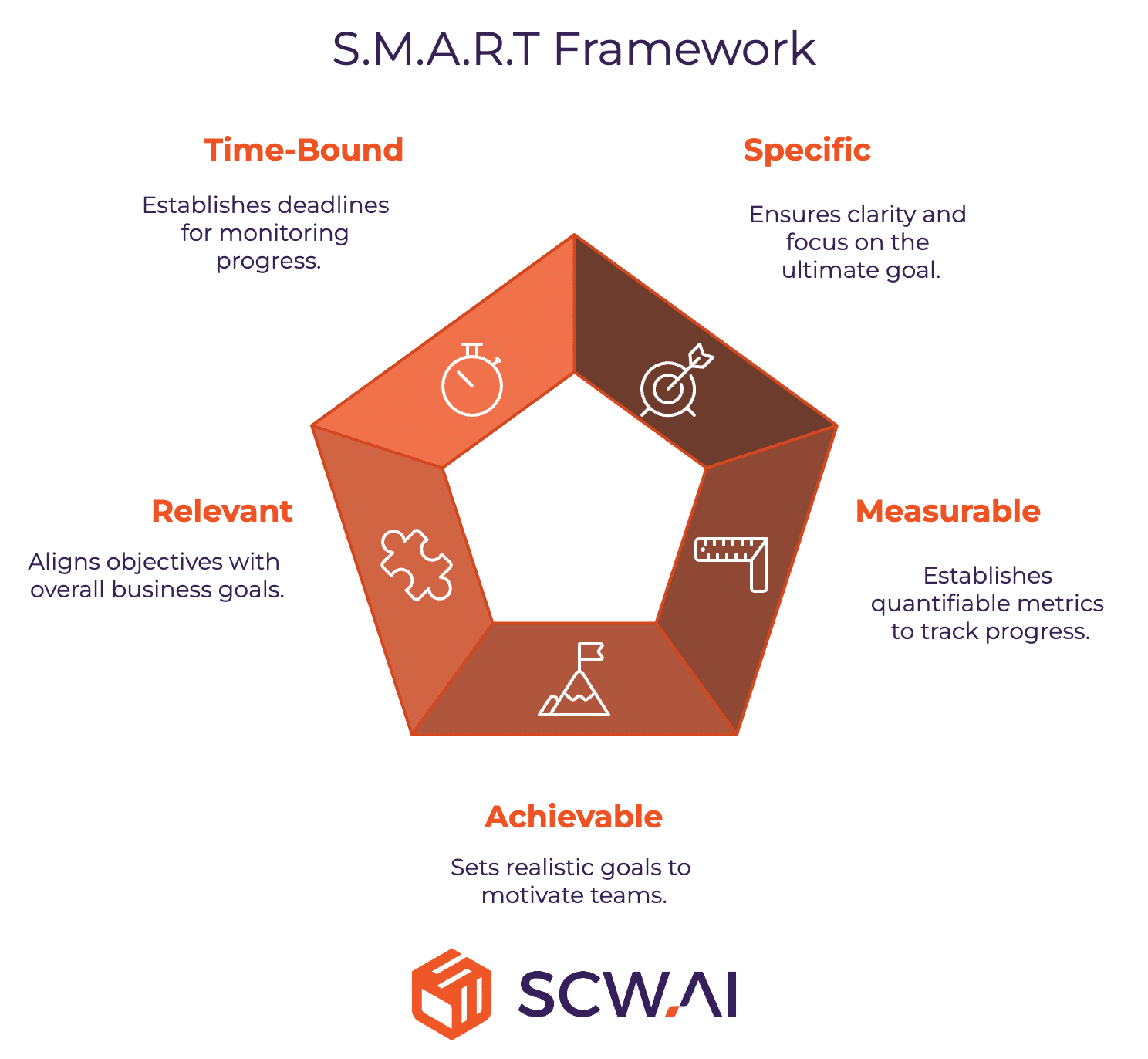
These potential problem areas are typically monitored through carefully selected manufacturing Key Performance Indicators (KPIs), which we will explore in greater detail later in this guide. Implementing operational excellence in manufacturing necessitates a clear prioritization by the management team, with the establishment of S.M.A.R.T. (Specific, Measurable, Achievable, Relevant, Time-bound) objectives to drive effective issue resolution.
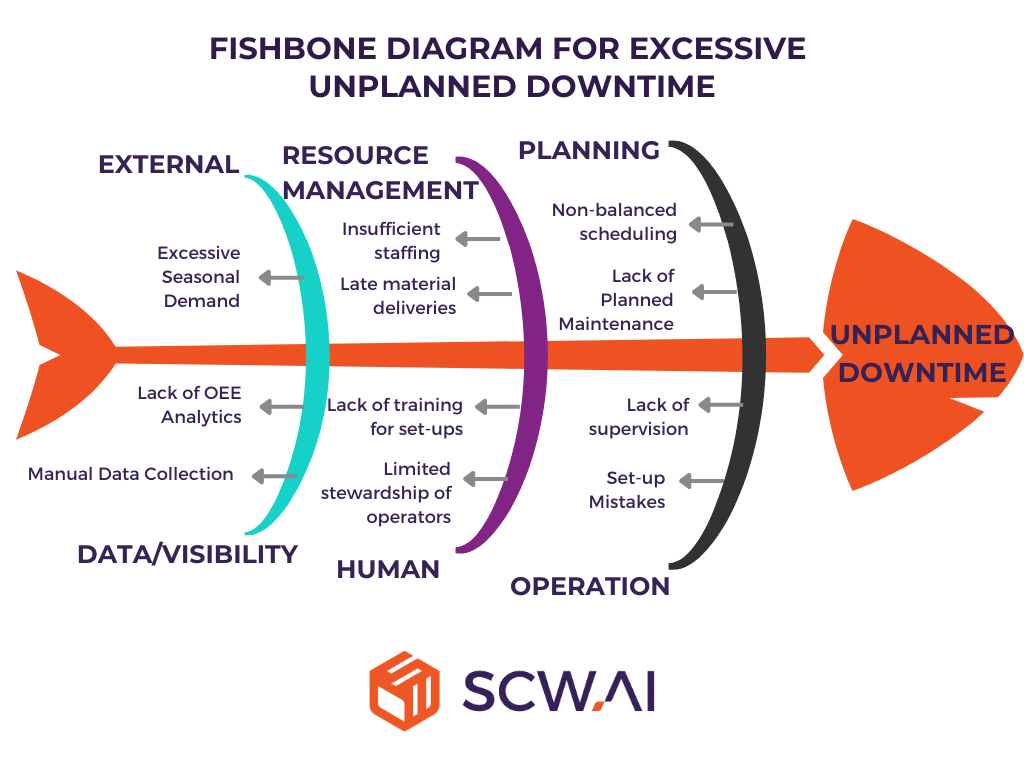
Modern OpEx methodologies leverage a diverse range of management, visualization, and technological tools to uncover the root causes of problems. For example, Total Quality Management (TQM) strategies are employed to minimize unplanned downtime, while visualization tools like Ishikawa fishbone diagrams can be invaluable for brainstorming and hypothesizing the underlying reasons for high downtime occurrences.

Industry 4.0 technologies have become integral to modern OpEx strategies. Real-time, automated data collection and manufacturing analytics enable quicker identification of issues. For instance, for unplanned downtime events and deeper root-cause analysis. Monitoring KPIs—such as Mean Time To Failure (MTTF) and Mean Time Between Failures (MTBF)—supports rigorous, data-driven problem solving.
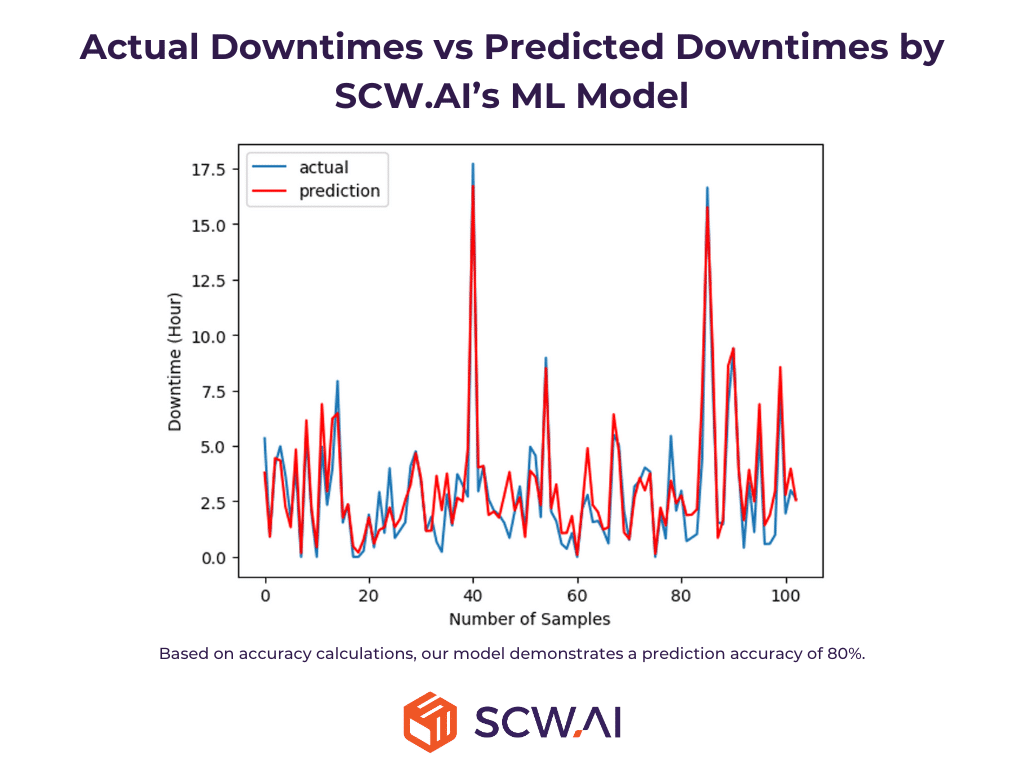
Artificial Intelligence (AI) and Machine Learning (ML) are also transforming operational excellence. Predictive maintenance powered by machine learning algorithms has shown the potential to improve machine availability by 10% to 20% for the example of minimizing unplanned downtime, positioning digital technologies at the core of the next generation of OpEx programs.
5 Pillars Of Manufacturing Excellence
Achieving and sustaining operational excellence in manufacturing is built on five interconnected pillars. Together, they foster a culture of world-class performance and continuous growth:
1. Continuous Improvement
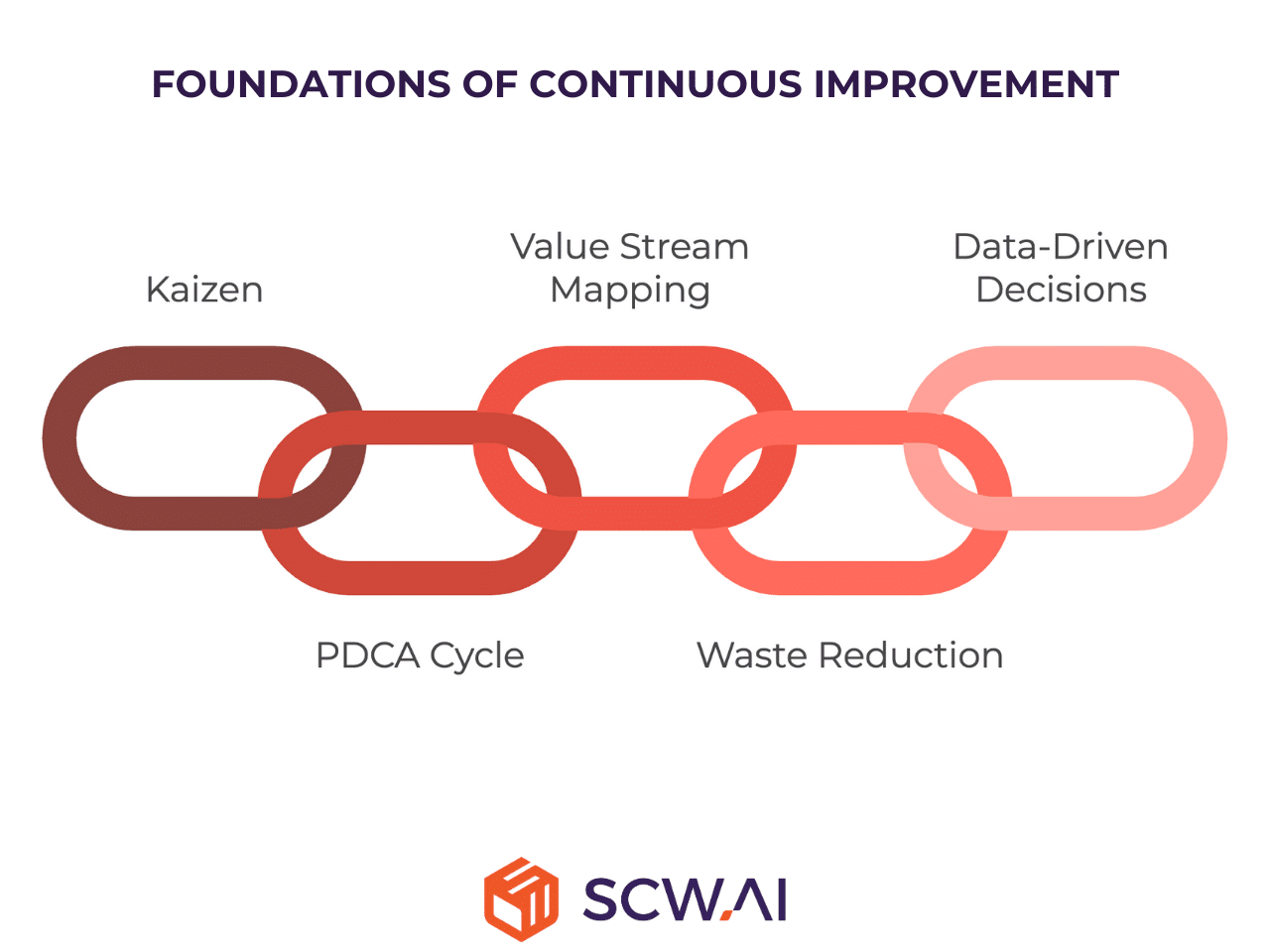
Continuous improvement is the ongoing pursuit of both incremental and breakthrough enhancements across all manufacturing operations. It is not a one-time initiative but a sustained commitment. Core practices include:
- Kaizen: “Change for the better”—small, continuous improvements driven by all employees.
- PDCA Cycle (Plan-Do-Check-Act): A structured, iterative method for process improvement and problem-solving.
- Value Stream Mapping: Charting the movement of materials and information to streamline processes and boost efficiency.
- Waste Reduction (Muda): Identifying and eliminating the eight types of waste—Defects, Overproduction, Waiting, Non-utilized Talent, Transportation, Inventory, Motion, and Extra-processing.
- Data-Driven Decision Making: Leveraging analytics to pinpoint improvement areas, track progress, and validate results.
2. Lean Manufacturing (Toyota Production System)
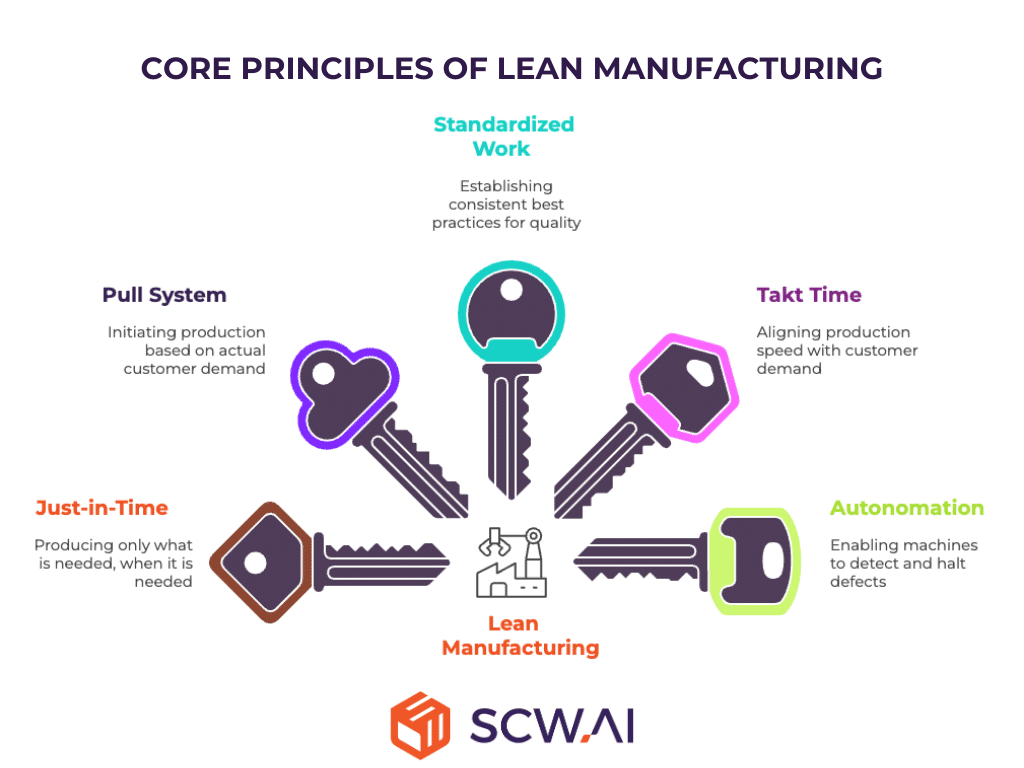
Lean Manufacturing, pioneered by Toyota, aims to maximize customer value while minimizing waste. It aims to provide the right product, in the right amount, at the right time, while minimizing resource use. Key principles include:
- Just-in-Time (JIT): Making only what is required, exactly when it is needed.
- Pull System: Starting production in response to real customer demand or after a scientific prediction of demand with AI and utilizing historical data.
- Standardized Work: Defining consistent best practices to ensure quality and efficiency.
- Takt Time: Synchronizing production speed with customer demand rates.
- Autonomation (Jidoka): Enabling machines to automatically detect defects and halt production to prevent quality issues.
3. Six Sigma
Six Sigma is a data-driven methodology focused on reducing process variation and eliminating defects to achieve near-perfect quality. Core components include:
- DMAIC (Define, Measure, Analyze, Improve, Control): A structured method to improve existing processes.
- DMADV (Define, Measure, Analyze, Design, Verify): A method for creating new processes or products with zero defects.
- Statistical Analysis: Applying rigorous statistical tools to uncover root causes and validate improvements.
4. Total Quality Management (TQM)
TQM is a management approach that integrates all organizational functions toward continuous quality improvement, with customer satisfaction at its center. Key elements include:
- Customer Focus: Prioritizing the needs and expectations of customers.
- Employee Involvement: Empowering staff at all levels to drive quality improvements.
- Integrated Systems Thinking: Viewing the organization as interconnected processes working toward common goals.
- Strategic and Systematic Approach: Embedding quality objectives into strategic planning.
5. Operational Excellence
While also the ultimate objective, “Operational Excellence” as a pillar emphasizes the sustained integration of continuous improvement, Lean, Six Sigma, and TQM principles. It focuses on:
- Alignment: Linking all improvement initiatives directly to strategic business goals.
- Sustainability: Embedding OpEx practices into tier meetings, organizational culture and routines.
- Leadership Commitment: Ensuring active leadership support for all initiatives.
- Employee Engagement: Creating an environment where employees are empowered and motivated to innovate.
- Adaptability: Sustaining strong performance while adjusting to changing market and customer needs.
Operational Excellence Metrics in Manufacturing
Metrics are the compass and map on the journey to operational excellence in manufacturing. They provide the essential data for identifying areas of inefficiency, setting clear and measurable improvement goals, and objectively evaluating the effectiveness of implemented strategies. By quantifying performance, metrics transform shop floor management from intuition-based decision-making to a more scientific approach.
Here are some key operational excellence metrics in manufacturing:
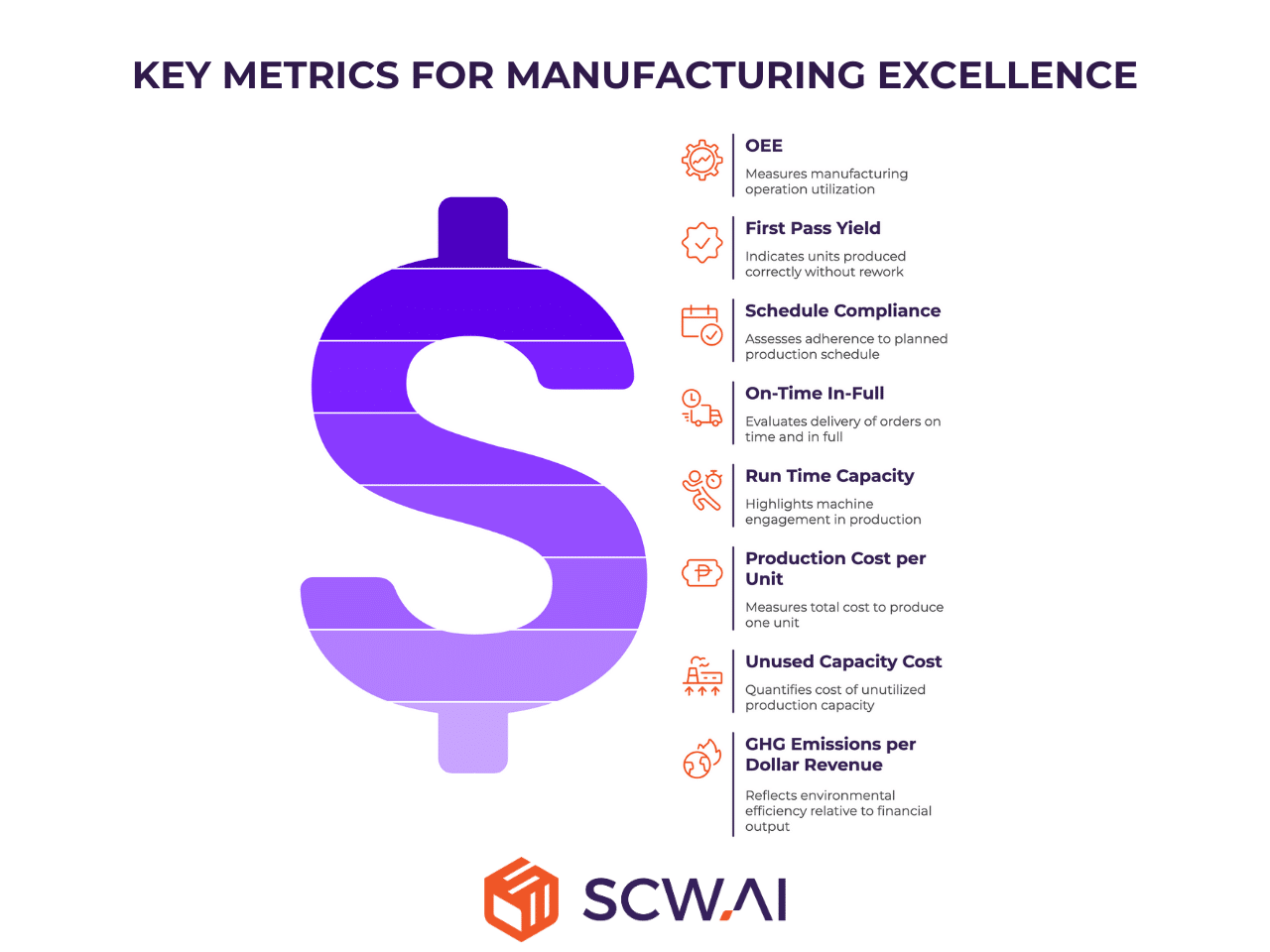
Overall Equipment Effectiveness (OEE)

OEE measures how well a manufacturing operation is utilized relative to its full potential during the periods when it is scheduled to run. It is calculated by multiplying Availability (actual uptime divided by planned production time), Performance (total parts produced divided by the target production rate multiplied by actual uptime), and Quality (good parts produced divided by the total parts produced).
For pharmaceutical manufacturers seeking detailed OEE calculations, industry benchmarks, ROI analysis, and practical improvement strategies, you can download the free PDF version of our OEE in Pharma Handbook.
Other Critical KPIs for Operational Excellence
- First Pass Yield (FPY): FPY indicates the percentage of units that are produced correctly and meet specifications without any need for rework, scrap, or repair in the initial production run. It is calculated by dividing the number of good units produced by the total number of units entering the process.
- Schedule Compliance: This KPI measures the ability of the manufacturing operation to adhere to the planned production schedule. It is typically calculated as the percentage of work orders completed on time compared to the total number of work orders scheduled.
- On-Time In-Full (OTIF): OTIF assesses the percentage of customer orders that are delivered both on the agreed-upon date and in the complete quantity requested.
- Run Time Capacity: It highlights the proportion of time machines are actively engaged in producing goods.
- Production Cost per Unit: This KPI measures the total cost incurred to produce one unit of a product. It includes direct materials, direct labor, and manufacturing overhead costs allocated per unit.
- Unused Capacity Cost: This metric quantifies the cost associated with the portion of available production capacity that is not utilized.
- GHG Emissions per a Dollar Revenue: It reflects the environmental efficiency of the manufacturing operations relative to its financial output.
To gain a deeper understanding of over 60 essential manufacturing KPIs, including their specific applications, detailed formulas, and to access a complimentary KPI scoreboard template designed for shop floors striving for operational excellence, we invite you to download our comprehensive Manufacturing KPIs Handbook.
Operational Excellence and Digital Transformation in Manufacturing
Nowadays, operational excellence is increasingly driven by the adoption of digital technologies. Digital transformation acts as a powerful enabler, equipping manufacturers with advanced capabilities to optimize processes, improve efficiency, and sustain continuous improvement efforts. Key aspects of this relationship include:
Automated Real-Time Data Collection: The Foundation of Insight
A cornerstone of digital transformation is the deployment of automated, real-time data collection systems. Using IoT sensors, OPC and PLC connections, and digital interfaces, manufacturers can capture vast volumes of shop floor and operator data with minimal human intervention.
Automated data collection eliminates manual recording errors and time delays, delivering continuous, accurate, and timely information essential for real-time KPI tracking and decision-making.
Manufacturing and Labor Analytics: Unlocking Efficiency Insights
Manufacturing analytics tools transform raw data into actionable insights, revealing inefficiencies across equipment utilization, process flows, and resource allocation.
Labor analytics further extend visibility into workforce productivity, task completion times, skill gaps, and opportunities for optimization in training and labor deployment.

Together, manufacturing and labor analytics allow organizations to move from reactive to proactive management practices, directly supporting operational excellence objectives.
AI and ML: Automating Decisions for OpEx
AI and ML technologies are central to advancing operational excellence through digital transformation. Beyond basic data analysis, they automate complex decision-making processes to drive real-time improvements across manufacturing operations:
- Scheduling Optimization: AI-driven algorithms analyze order volumes, machine availability, material lead times, and resource constraints to generate dynamic, optimized production schedules that reduce bottlenecks and maximize throughput.
- Predictive Maintenance: ML models process sensor data to predict equipment failures before they occur, enabling proactive maintenance that minimizes unplanned downtime, reduces repair costs, and improves Overall Equipment Effectiveness (OEE).
- AI-Powered Quality Control: Advanced computer vision and AI models detect defects with greater speed and accuracy than manual inspection, enhancing first-pass yield, lowering scrap rates, and improving product quality.
- AI Production Insights: AI tools evaluate production parameters to identify optimal settings for machinery and workflows, driving greater efficiency, energy savings, and higher quality outputs.
- Demand Forecasting: ML-based forecasting models integrate historical sales data, market trends, and external variables to deliver more accurate demand predictions, improving inventory management and reducing waste from overproduction.
Operational Excellence in Manufacturing Case Studies in the Digital Age
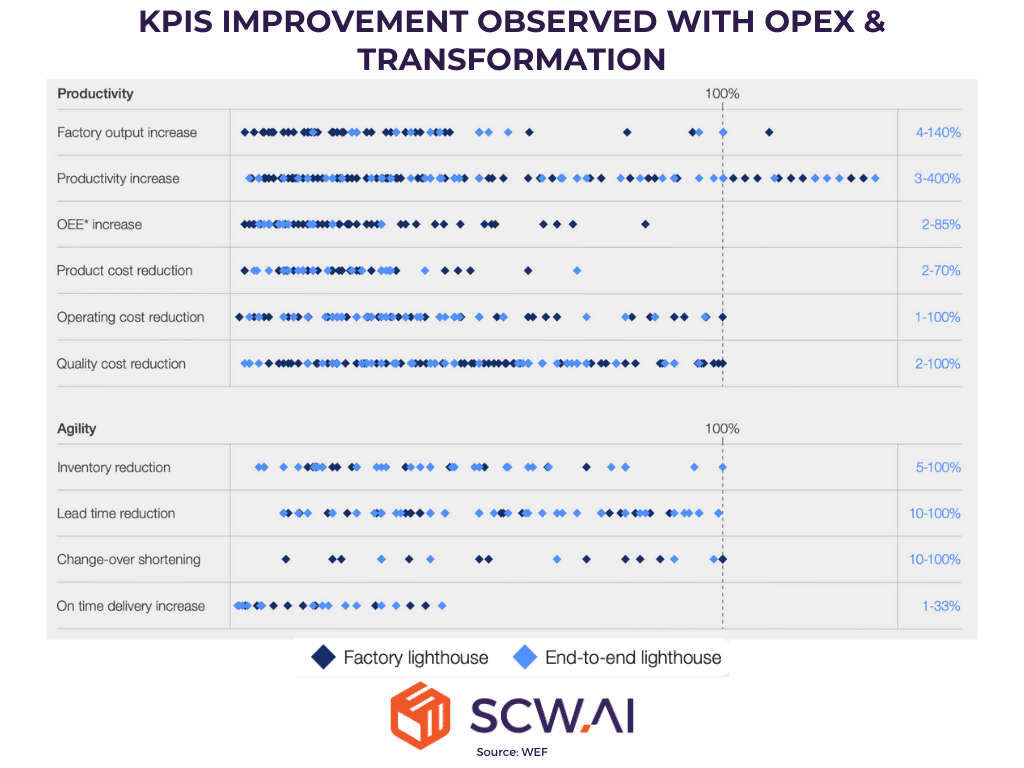
Here, we delve into World Economic Forum’s verified case studies, showcasing how forward-thinking factories across diverse sectors have successfully combined OpEx methodologies with cutting-edge digital technologies. These compelling examples demonstrate significant enhancements in a variety of crucial manufacturing KPIs, offering valuable blueprints for manufacturers as shown in the image below.
OpEx In Pharmaceutical Industry
The pharmaceutical industry stands as a prime candidate for realizing substantial benefits from the strategic implementation of operational excellence and digital transformation initiatives, particularly given its historically lower maturity levels in both domains.
As highlighted by Fabrice Le Garrec, a recognized authority in the field, even a foundational investment in modern OpEx strategies and digital technologies can unlock productivity gains exceeding 20% within the first year for a significant majority of pharmaceutical companies.
The successful fusion of OpEx principles and digital solutions is already yielding impressive results for pharmaceutical manufacturers worldwide. Here are notable examples:
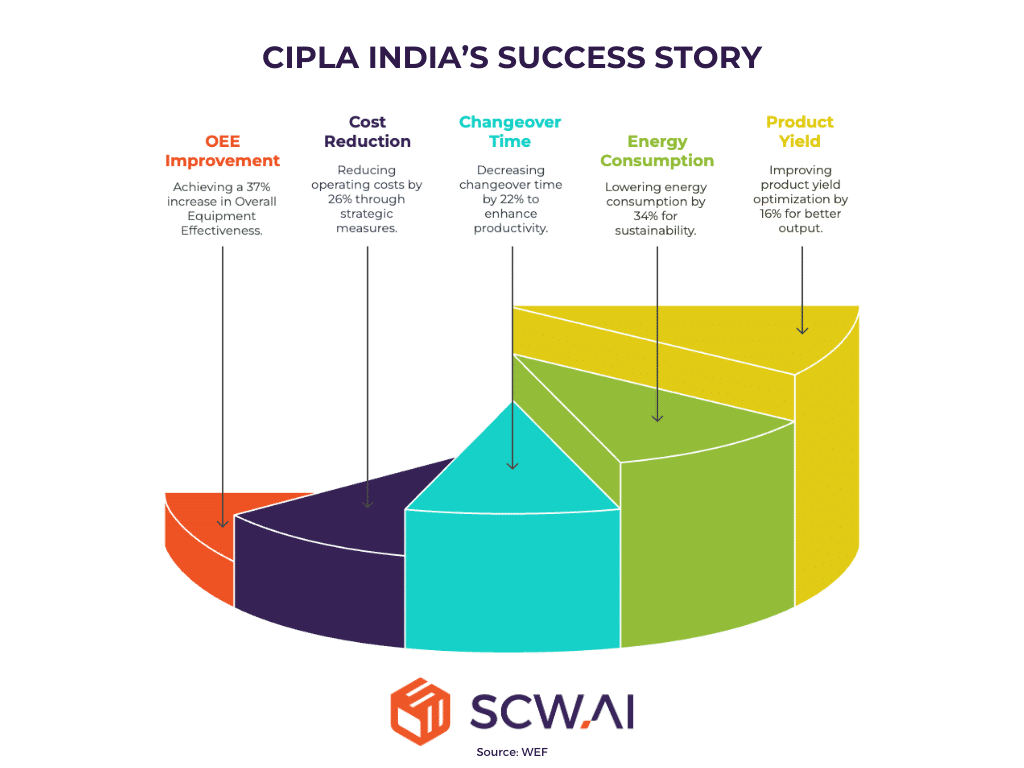
Cipla India
Embracing Pharma 4.0 technologies in conjunction with Lean manufacturing strategies has enabled Cipla India to achieve significant operational and sustainability milestones. The company reported an impressive 37 percentage point increase in Overall Equipment Effectiveness (OEE), alongside a substantial 26% reduction in operational costs and a noteworthy 34% reduction in energy consumption.
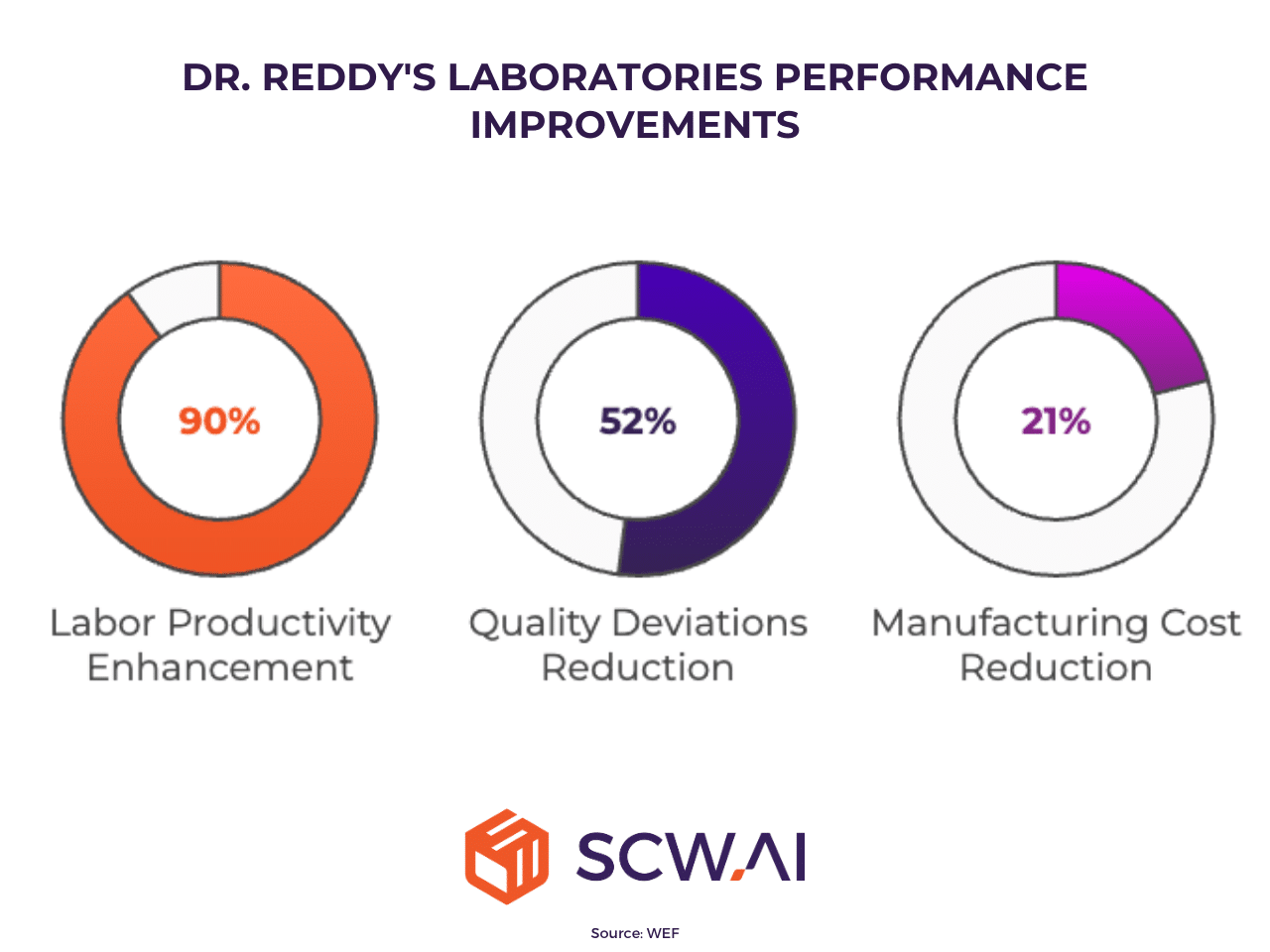
Dr. Reddy’s Laboratories India
Through a focused combination of digital transformation initiatives and operational excellence programs, Dr. Reddy’s Laboratories India has witnessed a dramatic surge in efficiency and quality. The company reported a 90% increase in labor productivity, a significant 52% reduction in quality deviations, and a substantial 21% reduction in the overall cost of manufacturing.
Agilent Technologies Singapore
By leveraging advanced technologies such as digital twins and Internet of Things (IoT) devices, coupled with the implementation of Lean manufacturing, continuous improvement methodologies, and Total Productive Maintenance strategies, Agilent Technologies Singapore realized a 25% decrease in the cost of manufacturing, a 33% reduction in lead time, and a 19% decrease in the cost of poor quality.

Johnson & Johnson India
By strategically deploying various AI models tailored for pharmaceutical manufacturing and leveraging advanced analytics to derive actionable insights, Johnson & Johnson India achieved remarkable operational improvements. Their efforts resulted in a 50% decrease in unplanned downtime and a significant 4.5 percentage point increase in OTIF delivery performance.
If you want in-depth analysis regarding pharmaceutical manufacturing, you can download our free eBooks below:



OpEx In Food And Beverage Industry
By strategically integrating Industry 4.0 technologies with core OpEx principles, food and beverage manufacturers are achieving enhanced efficiency, agility, and sustainability. The following case studies illustrate the tangible benefits realized by leading companies in this sector:
The Coca-Cola Company Ireland
Serving as a major production hub for 68 countries, Coca-Cola’s Ireland factory embarked on a digital transformation journey while simultaneously embedding the pillars of operational excellence to enhance resilience and manage a complex product portfolio. This integrated approach yielded substantial improvements, including a 53% increase in OEE. Furthermore, the factory achieved a 17% reduction in the production cycle time for juices and a 15% reduction for their average product. The resulting gains in efficiency also led to a significant 15% reduction in delivery shortages, demonstrating the impact of OpEx and digitalization on both production and supply chain performance.
Danone Poland
The company successfully reduced its energy consumption by 40%, significantly decreased changeover durations by 28%, and boosted labor productivity by 50%.
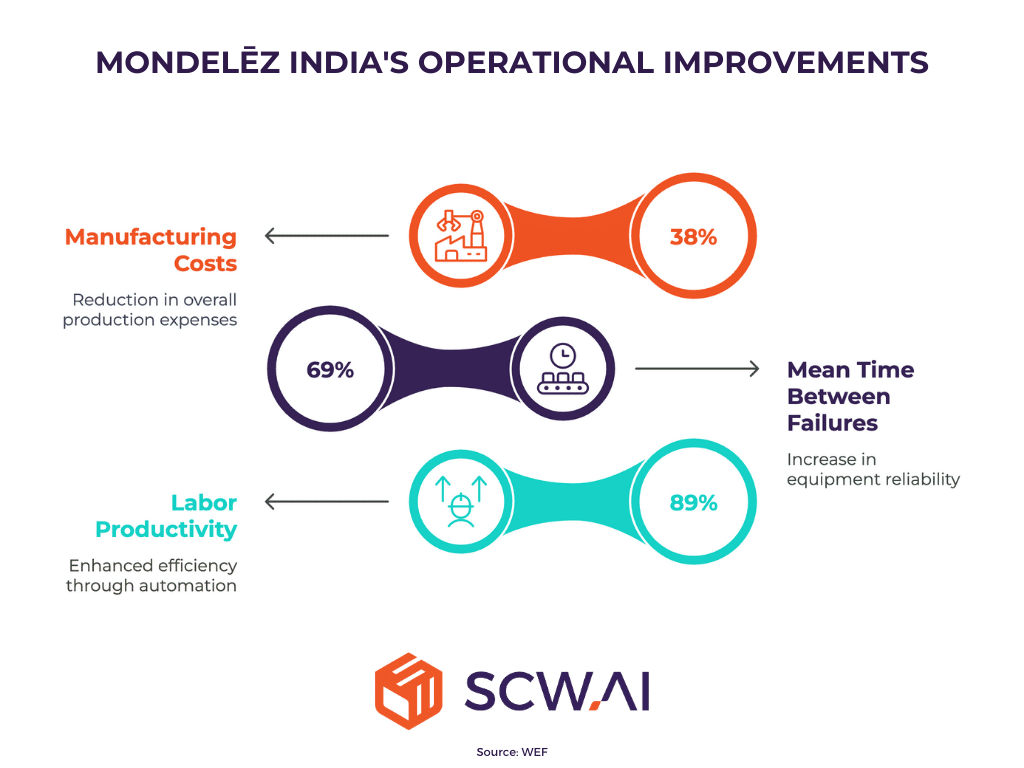
Mondelēz India
The factory achieved a 38% reduction in overall manufacturing costs. Furthermore, the implementation of predictive maintenance strategies led to a substantial 69% increase in the Mean Time Between Failures, consequently driving a significant improvement in OEE. Additionally, the adoption of automation, paperless manufacturing processes, and lean principles contributed to an 89% increase in labor productivity.
OpEx In Automotive Industry
The automotive industry holds a significant place in the history of operational excellence in manufacturing, with the principles of Lean manufacturing originating from the Toyota Production System. This sector has long recognized the critical importance of efficiency, quality, and continuous improvement.
Today, automotive manufacturers are increasingly leveraging the power of Industry 4.0 technologies to further enhance their operational excellence and maintain a competitive edge. A recent “lighthouse” case study from CEAT’s India facility exemplifies this powerful combination. To increase their market share in automotive sector they transformed their factory which resulted in:
- 46% decrease in scrap rate
- 20% reduction in cycle times
- 15% decrease in energy consumption
The overall impact of this holistic factory transformation at CEAT is estimated to have resulted in a remarkable 2.5 times increase in exports, demonstrating the profound business impact of strategically combining operational excellence with digital innovation in the automotive industry.
SCW.AI: Your Partner For Achieving Operational Excellence In Manufacturing
At SCW.AI, our mission is to help increase the global availability of manufactured products while driving down production costs. To achieve this, we have developed a modular, end-to-end Digital Factory Platform that connects shop floors to professionals with the tools they need to excel in:
- Monitoring
- Execution
- Compliance
- Planning
- Sustainability
Our platform empowers manufacturers across industries to implement data-driven operational excellence—unlocking greater efficiency, higher throughput, and measurable performance improvements.
To learn more about how our Digital Factory Platform can support your operational excellence journey in the manufacturing industry, contact us.
Book a demo today and discover the real-world impact of digitized manufacturing excellence.